埃莫克法兰肯(EMUGE FRANKEN),这家来自德国的百年老店,用专注、专业在金属加工领域赢得了很好的口碑,产品、技术和解决方案帮助制造业解决一个又一个难题。如今,埃莫克法兰肯续写着在金属加工领域的传奇,并用不断推出的产品和技术持续帮助客户取得成功。

埃莫克法兰肯全球执行总裁 柯海德先生
(Gerhard Knienieder)展示产品
提到制造业强国,相信很多人会第一时间不约而同地想到德国,这个以专注、严谨、理性著称的国度,拥有太多值得称道的制造业强企,“德国制造”也成为务实、耐用、安全、可靠和精密的代名词;而提到螺纹加工技术,埃莫克法兰肯(EMUGE FRANKEN),这家来自于德国、拥有近百年历史的家族企业,凭借着创新、专注、执着,引领螺纹加工行业的发展,并成为螺纹技术、铣削技术、夹紧技术的集大成者,不断谱写着传奇。
以专注谱写传奇
柯海德先生(Gerhard Knienieder),现任埃莫克法兰肯全球执行总裁,已经是这家家族企业第三代领导者,他曾在接受记者采访时表示:“从全球范围来看,百年企业也是非常难得,作为已经拥有近百年历史积淀的埃莫克法兰肯,秉承着专注专业的理念,传承历史、开拓未来;我们同样看好未来50 年,甚至100 年的发展,始终如一为客户带来高性能、高品质的产品和解决方案。”
从1920 年第1 把螺纹切削丝锥开始,埃莫克法兰肯(EMUGE-FRANKEN)至今已经走过了90 多年的发展历史,由于对螺纹加工的专注,埃莫克法兰肯从当初单一的丝锥发展到如今全面、系统的解决方案供应商。如今,埃莫克法兰肯的工具系列包含大约110000 种不同的产品,包括丝锥、挤压丝锥、板牙、螺纹量规、螺纹铣刀、夹头、精密夹具、铣刀、模具铣刀、非标刀具等,广泛应用于汽车、能源、航天航空、机械制造等领域,在金属加工和夹持技术方面为客户提供满意的解决方案。
埃莫克法兰肯旺盛的生命力也充分表现在中国市场的发展上,2006 年,埃莫克法兰肯精密工具(苏州)有限公司成立,仅有几个人的小团队;2008年,埃莫克法兰肯中国分公司搬迁至苏州工业园区旧址的第二座大楼,并且建立了修磨车间,从最初提供修磨一些简单的丝锥,到可以在数控机床上修磨复杂的铣刀;2014 年7 月9 日, 埃莫克法兰肯精密工具(苏州)有限公司新工厂开业,标志着埃莫克法兰肯中国分公司由贸易型公司向生产型企业转变,也标志着其完善的生产、销售和服务体系的建立。
在中国的发展仅仅是埃莫克法兰肯近百年历史的一个小缩影,如今,埃莫克法兰肯的销售网络遍及全球42 个国家和地区,1800 多名员工致力于为客户提供大量的高性能产品和技术服务,继续用专注谱写着传奇。
4.0 版的螺纹加工方式——Punch Tap
螺纹加工工艺经历了几十年的发展,对于内螺纹的加工来说,从螺纹切削,到螺纹挤压,再到螺纹铣削,这些变革使螺纹加工的效率、质量与多样性,都有了巨大的变化。对于制造企业来说,也有了更多的选择。
如果把螺纹切削看作螺纹加工的1.0 版,螺纹挤压看作2.0,螺纹铣削则为3.0,那么EMUGE 则开创了螺纹加工的4.0 时代——Punch Tap。以下是对Punch Tap 工作原理的简单介绍:
首先,Punch Tap 的目的是减少螺纹加工的循环时间。为了节约机床的使用率或在保持机床使用率不变的前提下,提高生产力,内螺纹加工所需时间的主要部分需要减少。
其次,思路是缩短刀具的路径,传统的切削丝锥和挤压丝锥沿着螺纹的螺旋线运动,刀具路径覆盖了整个螺旋线,这是相当长的一段距离。
为此,Punch Tap 的解决思路是:
1. 首先,工件上的一个具有对应的直径的预钻孔。
2. 步骤1 :冲压 – Punch Tap 在圆周上,没有一个连续的螺纹牙型,但具有两排相对180°的螺纹齿形。每排齿的第一个牙是负责产生槽,从而可以完成工艺的第一步 - 螺旋冲入预钻孔内。请注意:在预加工的孔壁,两条螺旋槽将产生。(如图1)
3. 步骤2 :螺纹挤压 – 当PunchTap 到达螺纹深度,螺纹挤压开始,即通过一个同步的轴向进给运动,约1/2螺距,与此同时,刀具旋转大约180°来执行。(如图2)
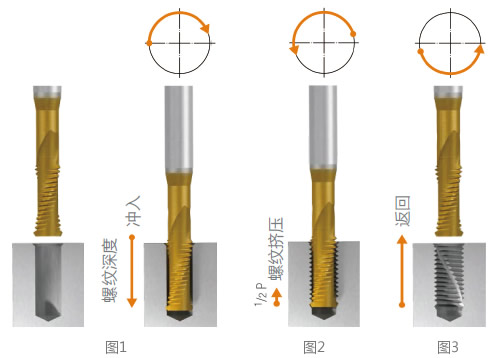
4. 步骤3 :退回 - 当螺纹挤压过程完成后,Punch Tap 将从孔里通过产生的槽退回。(如图3)
我们来对比传统的螺纹加工方法与Punch Tap 的加工。(如图4)
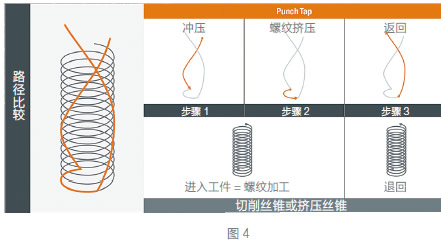
很显然,Punch Tap 加工的路径明显短,对于一个M6,深15mm 的螺纹,EMUGE 的Punch Tap 的路径大约只有传统的切削丝锥或挤压丝锥的加工路径的15 分之一。这结果在螺纹加工循环中是很重要的,节约了约75% 的时间。
在Dortmund 大学内ISF 的研究表明,通过Punch Tap 加工的螺纹和传统方式加工的螺纹具有类似的抗拉能力和属性。
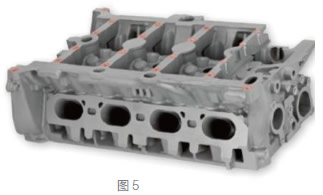
在实际运用中,EMUGE-FRANKEN和Audi 共同参与,把Punch Tap 技术集成到铸铝类汽车零部件的系列生产中。(图5)
螺纹加工效率提升利器—SpeedSynchro 与 SwitchMaster
当今,加工效率的提升始终是机械制造的主旋律。而对于螺纹加工来说,由于加工特征(主轴的正反转)的限制,提升螺纹加工的效率显得相当困难。
我们先做一个试验: 加工设备:Deckel Maho DMC 835 V ;控制系统:Siemens 840D ; 丝锥:Enorm 1-S-TIN ;刀柄:微量长度补偿刀柄。
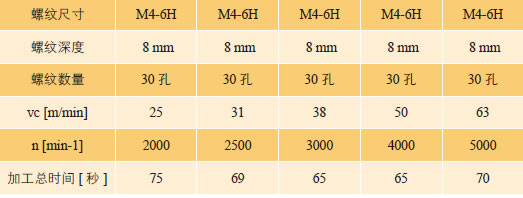
从以上事实数据告诉我们:在一个同步主轴的CNC 机床上加工螺纹孔,超过一定的主轴转速(此例Vc=38m/min n=3000rpm)后,加工的效率并不随转速的增加而提升。
其原因在于:主轴转速的随正反转的变化不是恒定值,而是一个曲线变化过程,如图6。区间c 为转速从正向向负向转换,转速越高,转换过程反而越长,该时间的损失影响了最终的效率。
针对上述问题,EMUGE 推出两种解决思路:
1.SpeedSynchro 刀柄
如图7,通过中央的1 :4.412 转换齿轮,使螺纹加工的转速放大。假设主轴侧转速为1000rpm,通过SpeedSynchro,那么螺纹侧转速则为4412rpm,主轴正反转的变化则按1000 转来转换,从而区间c 变短,从而提升了效率。

2.Switch-Master 刀柄
Switch-Master 与SpeedSynchro不同,它通过内置的换向齿轮机构,保证主轴始终正向旋转,当达到螺纹深度后,内置的换向齿轮机构换向,在主轴仍然正转的状态下,丝锥反转。这很显然上曲线图中的区间c 将不再存在,故而效率更高。
但Switch-Master 需要一个额外的气压用于反向。

综上所述, 使用Switch-Master 和SpeedSynchro 均能有效提升螺纹加工的效率, 特别适合大批量的螺纹加工。SpeedSynchro 无需额外的压缩空气,使用更简单,有效。

 格里森在印度新建工
格里森在印度新建工 山高刀具新系列丛书
山高刀具新系列丛书 秦川机床总裁胡弘:
秦川机床总裁胡弘: 中国首台自主高端五
中国首台自主高端五

