自从1927年钨基硬质合金刀片被创造出来后,金属切削领域的公司一直通过创建出革新的几何形体及断屑槽形来重塑刀片的应用。硬质合金基体随着粉末冶金技术的前进而不断发展,加之前面提及的技术进步作为补充,现代的硬质合金刀片能胜任各种恶劣及困难的加工条件。
随着加工中心能实现的加工速度越来越高,对加工过程不断提出更新优化的要求。新一代加工中心要求刀具供应商提供更先进的刀具及刀片,以胜任“快速金属切削(FMR)”的要求。
全球范围内硬质合金价格的快速上涨,使得制造商们开发产品时不得不具备成本意识。伊斯卡凭借其IQ新系列再次证明革新的刀具与取得的技术突破是紧密相连的。伊斯卡承诺采用新型燕尾槽涂层刀片寿命更长,能为用户带来更高的生产率及收益。采用伊斯卡公司新的涂层刀具确保能降低加工过程的切削温度,并大幅提升刀具寿命。
伊斯卡大举推出新刀具,意味着将尖端加工技术的优势推广至更宽的应用领域。对于大多数的零部件而言,采用IQ系列刀具能收获更高的进给率,更低的切削力,保持切削顺畅,是适用于当今大进给,轻型框架机床的理想刀具。
一.直面车削加工的新挑战
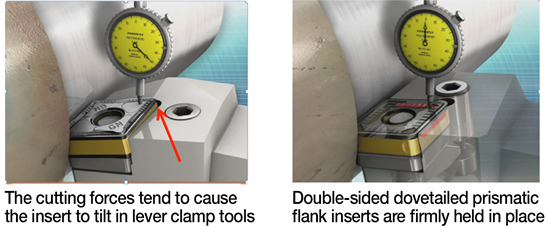
伊斯卡燕尾IQ车刀(DOVEIQTURN)系列的夹紧系统因刀片的两侧后刀面均带有楔形棱,夹持稳固。燕尾定位槽结合刀片的楔形棱,不仅避免了刀片在加工过程中因切削力而上翘,而且将刀片牢固地夹持于定位槽。尽管杠杆夹紧式车刀片往往因切削力的作用而偏离、上翘,但是采用了这种新的夹持方式后,有效消除了该现象。燕尾IQ车刀(DOVEIQTURN)夹持机构使其能在更重的切屑负载下,实现大进给车削,适用于当今的新型车削中心。(图1-2)
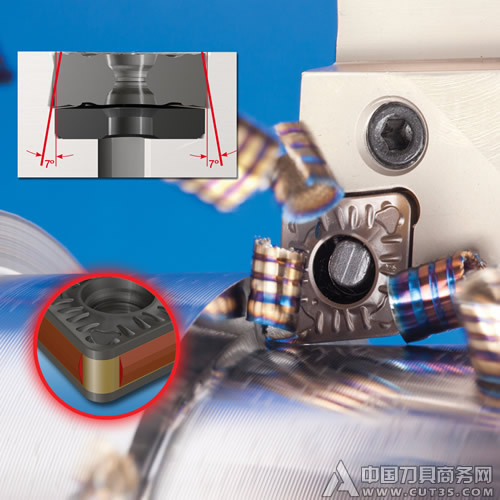
图1 伊斯卡燕尾IQ车刀
新断屑槽,适用于钢的车削
伊斯卡开发出三种断屑槽用于加工钢,事实上,所有这些新型刀片,可制造出更小,更均匀的切屑,这使得在各种加工钢的切削条件下,排屑更可靠。
F3P – 适用于精加工的断屑槽
F3P断屑槽带有大正前角设计,这使得切削更加轻快,切削力更低,刀片磨损量也因此更小,并显著提升了刀具寿命。 (图 3)
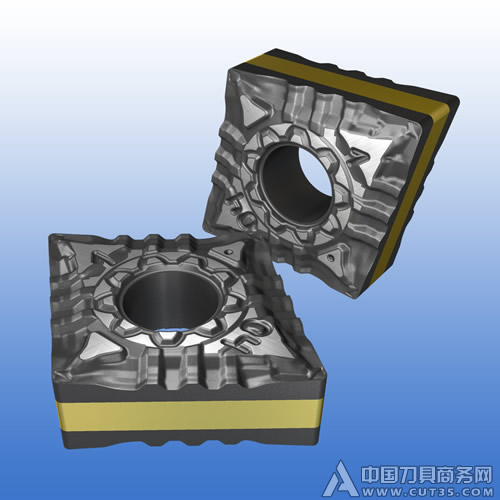
图3 F3P – 适用于精加工的断屑槽
M3P – 适用于半精加工的断屑槽
双面M3P断屑槽刀片带强固切削刃,用于钢的半精加工。大正前角刀片切削轻快并降低了切削力。 (图 4)
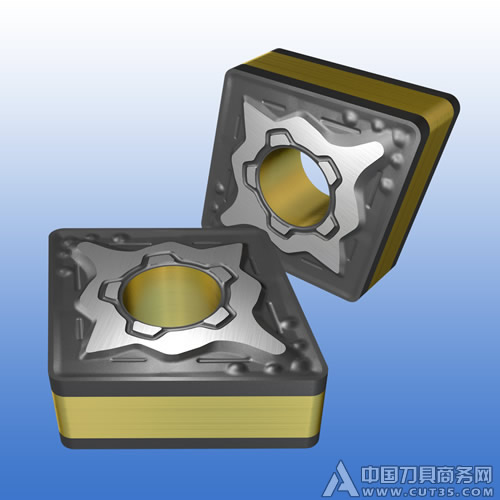
图4 双面M3P断屑槽刀片
R3P – 适用于粗加工的断屑槽
带R3P断屑槽的单面刀片,用于钢的粗加工。刀片带强固切削刃,大正前角使得切削轻快并降低了切削力。(图 5)
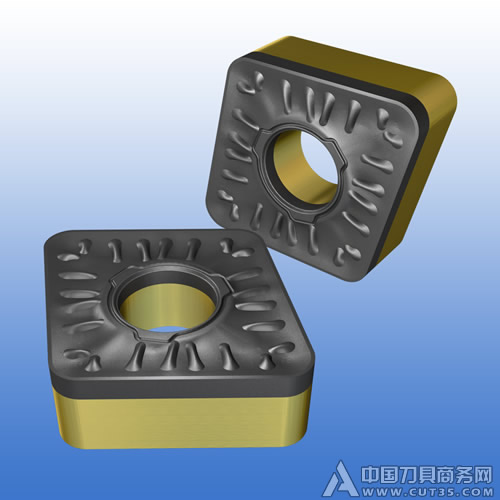
图5 R3P断屑槽的单面刀片
ISOTURN经济型刀片,为不同的应用提供新的车削方案
伊斯卡将“用智造改变制造”的理念引入小型车削及切槽,开发出小规格车刀片。该类型车刀片具有所需硬质合金原材料更少,却能实现传统上需要采用更大规格刀片才能实现的切削参数的特点。在大多数车削应用中,出于保守考虑,人们总是倾向于使用比所需规格更大的刀片完成相应加工。而采用ISOTURN ECO刀片则避免了这样的浪费现象。
伊斯卡的ISOTURN ECO系列刀片比ISO标准车刀片小一个规格,相应的,生产制造此类刀片所消耗的硬质合金更少。
采用ISOTURN ECO车刀片可获得比其大一个规格的传统车刀片相同的加工效率,相同的螺旋刃及大正前角设计可获得更低的切削力。 (图 6)
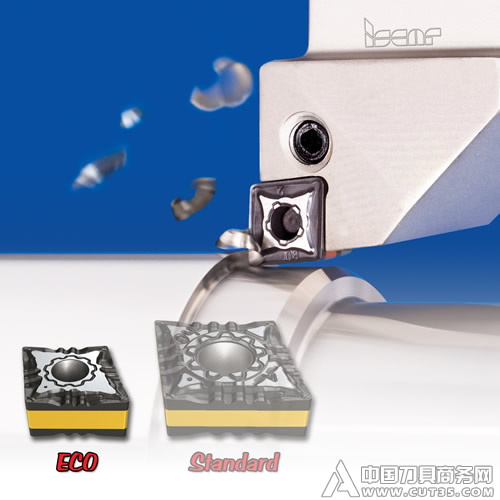
图6 ISOTURN ECO车刀片
对于标准35°刀尖角刀片无法加工的场合而言,采用小规格的25°刀尖角刀片特别适合,尤其是V-型槽的精加工。(图 7)

图7
大进给车削,快10倍
伊斯卡近期基于其大进给车刀(FEEDTURN)系列拓展出带6°负后角的双面凸三角形刀片,用于钢的快速车削。优化后的刀片可实现大进给,轻切削,能实现比标准车刀快10倍的进给率。 (图 8)
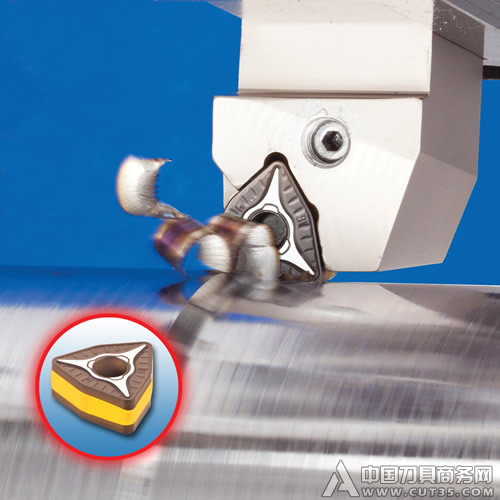
图8
稳固T型锁紧系统(SAFE-T-LOCK)
伊斯卡新型55°刀尖角的菱形刀片,带F3R断屑槽,刀片底部棱锥设计使得刀片在重型载荷下也能牢固地位于定位槽内,收获可靠的仿形车削。(图 9)
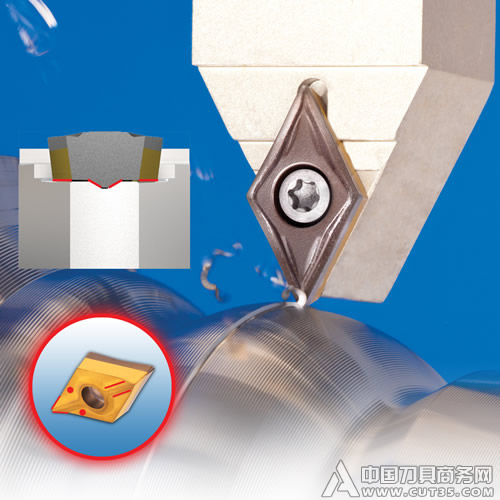
图9
重型车削,切削深度达35mm
为提速能源工业、交通运输业及重工业的大型工件的加工效率,伊斯卡开发了超重载车刀(HEAVY SUPERTURN)。即便在工况恶劣的加工条件下,采用LOMX 402224-H6P刀片,也能收获非常可靠的加工及出色的刀具寿命。高刚性杠杆式夹持系统结合高韧性的IC8250牌号刀片,能实现35mm切削深度及2mm/转的进给率。对于有大进给加工需求的大型工件的车削而言,新型超重载车刀正是最适合的解决方案之一。(图 10)
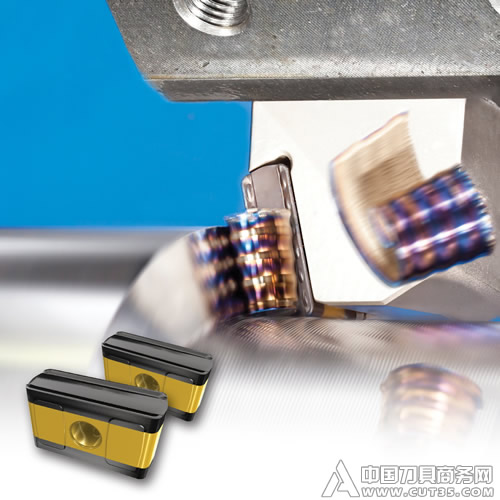
图10
立装夹持使得主切削力指向刀片厚实的横截面,且主要为压应力,从而有效延长了刀具寿命。大正前角前刀面,螺旋切削刃及新型断屑槽的结合,使得刀具切入更平缓,排屑流畅,降低切削区域温度。
二.大进给率切槽加工
TANG-GRIP TNF端面切槽刀
新的端面切槽系统采用立装高刚性夹持。采用该刀片可实现大进给率,并可应用于断续切削,加工表面质量高。断屑槽设计使得排屑流畅。通过高刚性夹持与排屑流畅的结合,能收获非常高的加工可靠性,并提高了刀具及定位槽寿命。(图 11)
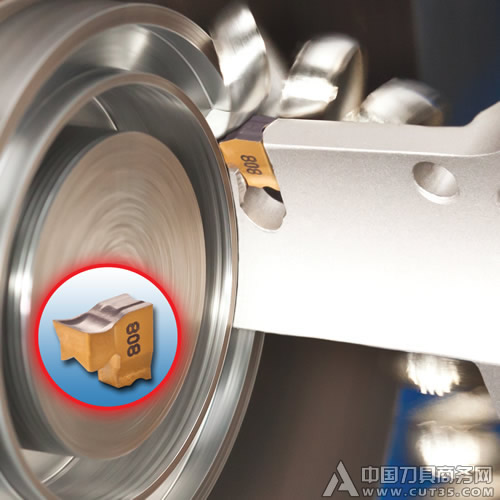
图11
同一刀片可用于右手及左手刀。提供P-IQ断屑槽及M-IQ断屑槽供灵活选用,结合束魔技术(SUMO TEC)合金牌号IC808,使得采用此端面切槽刀系列在各种切削条件下加工大多数被加工材料表现优异。
新刀具配备了易于操作的夹持系统及装卸组件。
燕尾IQ槽刀(DOVE-IQ-GRIP )用于重型切槽
重型切槽加工新系列,带独特的前端锁紧机构。(图 12)
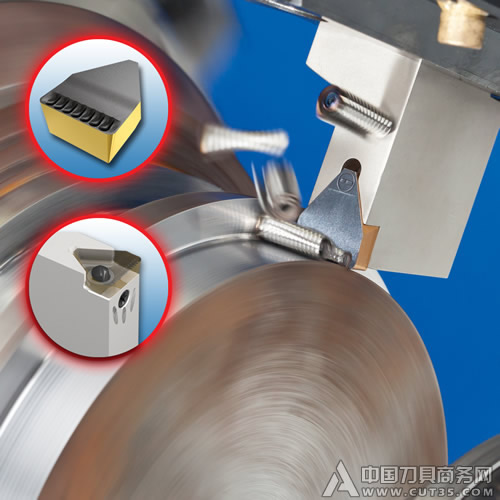
图12
采用高刚性燕尾形夹持方式夹持刀片。锁紧机构易于操作,通过180°旋转前端夹紧螺钉,即可轻松装卸刀片。有多种规格的标准刀片可选,切槽宽度范围为10-20mm。
三.全能深孔加工王牌
束魔变色龙枪钻
伊斯卡推出新型束魔枪钻(SUMOGUN)用于深孔钻削,钻削直径范围12-25mm,总钻削深度达1000mm。
束魔枪钻深孔钻带2个直排屑槽,夹持标准束魔变色龙钻 (SUMOCHAM)刀头。束魔变色龙钻刀头为全效率设计,高效的设计使束魔枪钻在加工中的工作台进给大大高于市场上的现有枪钻。
根据被加工材料组和应用的不同,可选择不同类型的刀头夹持于束魔枪钻。(图 13)
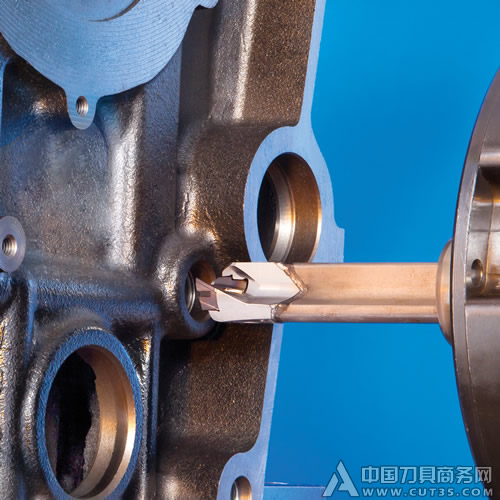
图13
四.采用新型铣刀片,用智造改变制造
新型HELI2000防振降噪铣刀片设计用于诸如大悬伸加工这类具有振动倾向的场合,以提高被加工表面质量。非对称设计有助于抑制谐波共振;宽修光刃有助于提高被加工表面质量;磨制切削刃有助于获得更高精度的垂直度。此系列刀片可夹持于所有标准的HELIMILL HM90立铣刀,面铣刀,套式铣刀及玉米铣刀。(图 14)

图14
采用带90°主偏角波形刃的P290风火轮铣刀,可获得小切屑,应用于深腔铣削效果更佳。来自用户,主要是模具工业的用户的反馈显示,他们对大悬伸加工中抑制振动的诉求更高。P290系列通用型刀片适用于包括钛合金在内的各种金属的加工;锋利切削刃刀片适用于大悬伸加工及低功率机床;平滑切削刃刀片用于精加工。(图 15)

图15
双面螺旋刃铣刀H606圆刀片系列,带6mm刀尖圆角半径,并提升了在仿形铣中的坡走铣能力。提供不同的断屑槽便于在加工各种被加工材料时选择,无论是铸铁还是粘性的镍基合金。(图 16)
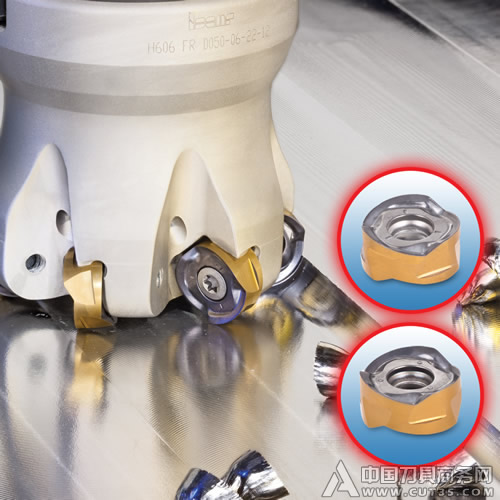
图16
T490分屑槽铣刀片
立装夹持式螺旋刃蝴蝶铣刀(HELITANG) T490系列新刀片,带有三种不同的分屑槽,以提升超重载面铣加工。当夹持于大规格面铣刀时,相邻刃口刀片分屑槽以错位形式有效搭接,铣削面更平整。(图 17)
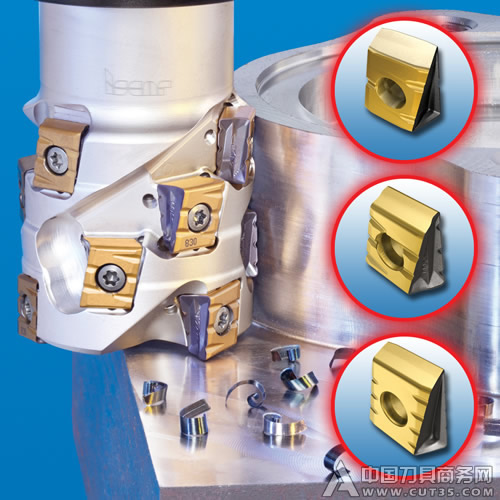
图17
采用燕尾IQ845铣刀实现高生产率
另一款新型面铣刀IQ 845 FSY-RO7,其超大正前角设计使得即便是在大进给的切削参数下,也能轻快切削,平稳切入。所夹持的刀片带有强固切削刃及修光刃,加工表面质量更高。
小结
伊斯卡的新型可转位刀片在各种被加工材料的加工中,具有出色的加工能力,以提高用户的生产率及收益。伊斯卡为各种刀片提供了革新的夹持,确保高精度的切入角度,卓越的切屑控制,出色的加工表面质量,加工的高稳定性;通用性广的先进基体材料的采用使得刀片能适用于各种被加工材料的加工。采用伊斯卡新型的燕尾形定位刀片能获得更高的金属去除率,进而带来更高的生产率,从而使得当今的加工中心具有大幅提高产出率的能力。
伊斯卡所倡导的“用智造改变制造”,旨在通过新思路的采纳来提升加工效率。

 库卡机器人在德国汉
库卡机器人在德国汉 只要3D打印机和一台
只要3D打印机和一台 第14届中国国际机床
第14届中国国际机床 全方位创新 为客户
全方位创新 为客户

