近来,两则新闻再次引起了我的思索:
一则是国家防汛抗旱总指挥部的消息,说经国家防总办公室和民政部共同核定,今年以来,全国暴雨洪涝灾害直接经济损失319亿元,其中水利工程直接经济损失近50亿元。国家防总办公室副主任程殿龙介绍,截至7月12日统计,2007年以来,全国有24个省、自治区、直辖市和新疆生产建设兵团发生暴雨洪涝灾害,造成8205万人受灾,因灾死亡403人,失踪105人,紧急转移安置317万人,农作物受灾面积超过5500千公顷,倒塌房屋30万间。
另一则是,新华网北京7月13日的消息说,今年以来全国各地区、各部门认真贯彻中央关于节能减排和应对气候变化的工作部署,取得了一定成效,但面临的形势依然相当严峻。“十一五”期间中国计划万元GDP能耗下降20%,分解到每年的任务约是4%。温家宝总理在本周三的国务院常务会议上强调,实现“十一五”规划提出的节能减排目标困难很大,不断发生的污染事件给人民群众生活带来严重的影响,决不可掉以轻心。但国家统计局7月12日发布的数据显示,2006年我国没有完成万元GDP能耗下降4%的目标,为后面四年累积了更大的压力,只有在今后三年半进一步加大节能减排工作力度,采取更加强有力的措施,才有可能完成任务。
不断发生的洪涝、沙尘暴、森林大火等自然灾害和各种污染事件,给人民群众生活带来严重的影响,给国民经济也造成了重大损失。努力减少甚至消除这些灾害,是我们每个公民应尽的社会责任之一。作为刀具工程师,我认为我们也应该可以为环保做点贡献。
1 减少刀具消耗
减少刀具消耗,是我们每一个刀具工程师立即就可以做的有益于环保的一项工作。
这里指的减少刀具消耗,并不完全是传统意义上所指的减少刀具消耗的费用,而是指使用寿命更长,耐用度更高的刀具,以努力减少消耗刀具的数量。
就目前使用量占绝大多数的高速钢和硬质合金两大类刀具而言,钨都是其中非常重要的合金元素。而在钨冶炼行业的生产经营可能造成的污染包括:含有氨氮、悬浮物和磷酸盐等废水;主要来自燃油锅炉、氨回收、焙烧和母液闭路循环产生的废气;钨粉振动球磨过程中产生的噪声污染源;以及压滤工序之后排出的钨渣等。
因此以硬质合金可转位刀片为例,我们在生产过程中所使用的刀片寿命越低,就代表着每万元产值所消耗的刀具数量越大,相应地在生产这些刀片中所产生的污染就越严重。同时,消耗刀片越多,则生产、运输这些刀片所消耗的电力、汽油等能源也越多,对环境的破坏也就越严重。
我的建议是采取两条基本的措施来降低刀具的消耗:
1. 使用更合适您所加工材料的刀具材质和涂层材质。
工件材质与刀具材质之间存在着匹配性。就一般而言,钨钴类更适合用于加工铸铁、有色金属等短切屑的工件,而钨钴钛类由于存在少量硬度更高而韧性稍逊的钛化物,更合适加工钢件等长切屑的工件;细颗粒或超细颗粒的硬质合金则具有比相同成分的普通硬质合金更高的韧性,在小尺寸刀具、断续切削等加工条件,这是因为晶粒细化后,硬质相尺寸变小,粘结相更均匀地分布在硬质相周围,可以提高硬质合金的硬度与耐磨性,能显著提高刀具寿命。
涂层的应用也是如此。就CVD涂层而言,氮化钛涂层可增加刀具表面的硬度和耐磨性,降低摩擦系数,减少积屑瘤的产生,延长刀具寿命;碳氮化钛涂层刀具能在更大的进给速度及切削速度下加工(分别比氮化钛涂层高出40%和60%) ,工件材料去除率更高;氮铝化钛涂层主要涂在硬质合金刀具基体表面上,切削温度达800 ℃ 时仍能进行加工,适合于高速干切削;氧化铝涂层的耐高温性能非常优越,是目前在黑色金属加工中最为典型的涂层种类;而金刚石涂层则在加工高硅铝合金方面能几倍乃至几十倍地提到刀具的寿命。
2. 如果可能,使用刀刃数更多和更小尺寸的刀片。
在金属加工中,使用更多切削刃是减少刀具消耗的最主要的方法之一。例如,在条件许可时使用双面负型来代替单面正型刀片,通常可以非常显著地减少刀具消耗,这一点许多刀具工程师也许早已知道。
更小尺寸的刀片是我们减少刀具消耗,努力促进环保的一个方法。我们许多刀具工程师习惯于用中等尺寸的刀片进行精加工。但实际上,近年来许多刀具公司已经推出了不少小尺寸的刀片。如CNMG09,DCMT07,WNMG06,WCMT02等等。这样的小尺寸刀片比大尺寸的刀片所用的硬质合金材料更少,对环境的破坏也就更小。
2 废旧硬质合金刀片再利用
近年来,随着环保观念的提升,回收与再利用也成为环保所关注的一大课题,对于废旧纸张的回收对此早已略有体现,而对于金属的回收利用还远未得到重视。而在刀具行业,一些著名的刀具厂商如山特维克可乐满和肯纳金属都推出了旨在回收废旧硬质合金刀片并谋求再利用的活动。这样的活动有利于最大程度减少浪费, 降低环境污染。左旋肉碱有用吗保湿瘦腿霜非常好哪种眼霜去皱效果好排行榜哪种眼膜好排名什么修护最好
山特维克可乐满公司就此推出了再循环理念(CRC)计划。该计划致力于提供报废硬质合金刀片和整体硬质合金刀具的回收与再利用,以及对金属制品回收与再利用理念的传播。据山特维克可乐满介绍,2005年全球报废金属刀具有72.8吨得到回收和再利用,其中瑞典回收利用量以16.3吨位居第一,而中国的回收数量则尴尬的为0吨,这不得不让人深思,可见真正的环保理念还远未普及。当然,这除了理念上的差距外,市场与技术手段是另一重要原因。为此,山特维克可乐满推出这样一个再循环理念(CRC)计划。
再循环理念(CRC)计划服务于报废硬质合金刀片(包括CBN和PCD)和山特维克可乐满提供给客户的整体硬质合金刀具,提供报废硬质合金刀片和整体硬质合金刀具的回收与再利用。山特维克可乐满建议所有报废硬质合金刀片都集中收集在生产车间,并建议每个工作站配一个收集箱,将整体硬质合金钻头和立铣刀另存于一个收集箱内。当收集箱放满时,可以将报废刀具转移到一个传送箱内。当传送箱满时,则可以运送至山特维克可乐满办事处。山特维克可乐满将对符合整体硬质合金材料的刀具称重后,以采购形式付款。
山特维克可乐满表示CRC计划基于他们一站式全球再循环系统实施的,其流程简单,操作方便,同时适用于最终用户和贸易商。山特维克可乐满方面表示他们也接受其他生产厂商的硬质合金刀片。 随着不可再生原材料的使用量不断增长,所有生产厂商有责任更经济地使用现有资源,为环保事业作出应有的贡献。这不仅带给刀具工程师们一种全新的环保理念,而且开创了一个再循环产品的市场,这也是坚持可持续发展的重要步骤。
3 干切削
加工时使用切削液会带来种种问题。除了要考虑冷却液及其相关处理工作等成本之外,磨削所产生的金属碎渣浆也被列为对环境有害的废物,对其处理需要昂贵的费用而且困难重重。
完全的干切削方法有时也存在问题,因为高切削速度会导致切削区域的温度非常之高,而开发出 一种既耐高温、又耐磨,而且又有足够韧度的材料并非易事。因为切削液起着三个重要作用:吸收和带走大量切削热,使传入刀具和工件的切削热非常少;在刀具与工件以及刀具与切屑接触界面上形成润滑膜,既减少摩擦又抑制切屑粘连到刀具上;把切屑迅速冲走。最近十几年兴起的干切削技术,就是要在没有切削液的条件下创造与湿切削相同或近似的切削条件,这涉及刀具、机床、工件、加工方式与切削参数等多方面。
涂层刀具是当今干和准干切削最常用的刀具,基体一般是韧性较好的硬质合金,在基体上涂上一层或多层TiN、TiCN、TiAIN之类的耐磨硬涂层,起耐热和隔热的热屏障作用。为减少切削过程中的摩擦与粘附,往往又在硬涂层之上再加MoS2、WC/C之类起润滑作用的软涂层,使其综合硬涂层硬度高、热稳定性好和软涂层摩擦系数低、自润滑性好的优点于一身。试验证明,涂层特别是兼有软硬涂层的刀具性能更好,如在合金钢材料上干钻盲孔(孔深为直径的4倍),无涂层的钻头干钻1个孔就损坏了,涂有TiAIN硬涂层的钻头干钻85个孔才失效,涂有TiAIN加WC/C复合涂层的钻头则加工了108个孔。另外,PCD(聚晶金刚石)和CVD金刚石涂层刀片有很高的硬度和热导率,适合高速干切削各种有色金属和耐磨的高性能非金属材料,而PCBN(聚晶立方氮化硼)的硬度和耐磨性仅次于金刚石,有优良的红硬性、化学稳定性和低摩擦系数,是高速干切削HRC50以上淬硬钢和冷硬铸铁等黑色金属的理想刀具材料。
干切削或准干切削能最大程度地减少切削液的使用,从而减少切削废液的排放对环境的不良影响,它应该成为刀具工程师下一步考虑采用的技术选项。
4 小切削力刀具
随着零件毛坯越来越“近净尺寸”,切削力小、切削功耗低的刀具在刀具届出现得越来越普遍。这些刀具的刀片普遍采用大前角、小倒棱,前刀面和倒棱经过抛光等技术方法,尽可能地减少切削力。其典型代表如山特维克可乐满的CoroMill 390、瓦尔特的F4042、肯纳金属的Mill 1系列。
切削力和切削功率的降低使新的切削相同的加工余量时,机床所消耗的功率变得更少。虽然,采用这些先进刀具所节省的功率消耗并不是那么显著,但面对国民经济艰巨的节能减排目标,我们必须充分认识实现节能减排目标的艰巨性和紧迫性,以对国家、对人民、对子孙后代高度负责的精神,把节能减排和应对气候变化工作摆在更加突出、更加重要的位置,调动一切力量,加大工作力度,务求取得实实在在的进展。
在经济发展过程中资源的大量消耗不能不引起我们的深思。资源消费量世界第一的排位,使我们陷入了本国资源过度开采濒临枯竭、对国外资源依存度增加的被动局面。它同时说明,中国经济还没有完全摆脱粗放式增长,这也是中央提出走新型工业化道路的背景之一。在新型工业化的含义中,资源消耗要少、环境污染要小正是其中的两大特征。

 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制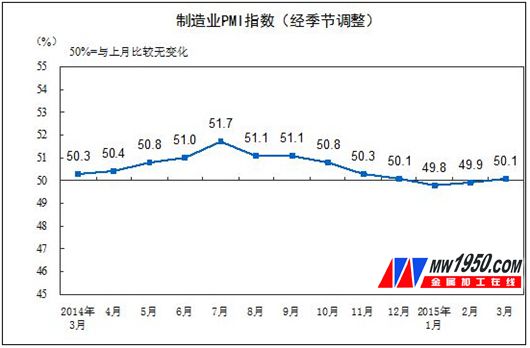 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

