切削向高速、高效不断发展,刀具在加工过程中扮演的角色愈加重要。刀具技术的发展不能脱离生产实际,因此,刀具使用者的需求成为了刀具向前不断推进的动力源。挖掘刀具使用者的真正需求,在生产过程中实现双赢。
提高生产效率的利剑
郭勇先生:SEW公司主要业务是生产减速机设备,使用的刀具主要用于齿轮的车削加工。我们通常将刀具的使用分为热前和热后两个部分,根据工件不同的加工需求来选择刀具。
加工过程受很多因素影响,如机床床身、夹具等。刀具虽然仅占其中一部分,但在改进生产工艺的过程中却扮演着非常重要的角色。刀具是改进生产加工的一个动力源,每当有问题出现时,我们都会考虑先从刀具入手,也就是说,用刀具来带动其他各个环节的改善,刀具是最直接的一环。
比如在箱体加工过程中,箱体毛坯比较粗糙,加工余量也不稳定,之前我们使用过一款刀具,切深较小,刀具抗振性能也较差,导致了刀盘的损坏和崩刀片。后来与山特维克可乐满合作,开始对刀具进行改进,最初他们推荐了2245刀片,正适合我们加工中出现的余量不稳定的特点。通过这种改进,加工时的稳定性提高了,刀盘的损坏率也大大降低了,结果使效率也随之提高。
吴天明先生:国内电力市场日趋饱和,国家相应采取了“上大压小”的政策,大功率设备成为主力机组。作为制造大型电力设备的主力厂商,上海汽轮机厂近几年的订单特别多,在这种情况下我们采取了几项措施:第一,加大资金投资购买设备;第二,求助外协;还有一项就是对刀具进行改进。因为定制的设备周期都比较长,有些大型设备甚至要两年才能到位。相比较,刀具就成为了一个最直接手段,如果刀具的效率能够提高一倍,就相当于增加了一台机床,它带来的效果立竿见影,事半功倍。
汽轮机中一个关键的部件——转子的加工要求特别高,转子上面有一条条的轮槽,有时每个转子的轮槽会多达2000~3000根,我们也称之为转子纵树型轮槽。目前,国内没有条件加工这种轮槽,因此只能拿到国外去加工,这使得成本大大提高。但金万众公司为我们推荐了一款OSG的刀具,是轮槽半精刀,采取了五项措施改善加工。该刀具在材料上做了改进,选用粉末冶金高速钢CPM这种材料;采用PVD氮铝化钛的物理涂层;将刀具刃口改为波刃,将切削阻力大大减小,同时提高了走刀量;改变了刀具的几何角度,将螺旋槽由0°改为了5°,将前角由0°改为了10°,使切削更轻快。原来加工时我们要用到三把刀:粗刀、半精刀和精刀,采用新刀具后,不仅省略了粗刀,还将走刀量提高了一倍,效率相当于3~4倍。
梁大允先生:我公司以生产大型燃气轮发电机组和大中型汽轮发电机组为主要产品的企业。我所在的生产部门以加工发电机转子槽为主要加工工序,工作中大量使用了各种盘铣刀和鸠尾铣刀,所用刀具以德国瓦尔特公司提供的可转位盘铣刀和可转位鸠尾铣刀为主。
在生产的效率提升中,刀具起到了非常重要的作用。转子槽加工具有工件长、切削深度大、走刀速度快和粗糙度要求高的特点。所以对机床和刀具的要求都非常高,在机床条件一定的基础上,好的刀具在使用时保持良好的红硬性和耐磨性,足够的强度和加工稳定性,对我们工作效率、产品产量和质量的提高和降低工人劳动强度都起到了举足轻重的作用。左旋肉碱哪种牌子好品牌补水保湿哪个牌子好化妆水淘宝男装皇冠店去角质哪种保湿补水效果好瘦腿面霜哪个牌子好
创造共赢模式
郭勇先生:在选择刀具时,使用者希望价格便宜的同时可以保证质量,并且在机床能够承受的情况下,尽量加大切削量和进给量,最大化的提升效率。
但在加大进给的过程中,有一些槽型是受进给影响的,如果槽型不对,盲目的加大进给就会出现问题,这时就需要刀具制造商与我们加强合作。
切削正向着高速、高效的趋势发展,我们也正面临一些涉及加工材质的问题。目前,我们正在加工一种齿轮用ADI材质,这种材质在硬度和耐磨性方面都比较好,材质属于铸铁类,但性能趋向于钢件,这种材质影响了加工刀具的使用寿命。类似的问题还会不断的出现,我们希望刀具制造商可以进一步提高刀具的耐磨性、抗振性,使加工过程变得更轻快。还可以考虑推出一些专业性的刀具,加工特殊工件和产品使用。
在合作过程中,交货期是非常重要的,山特维克可乐满在这一点上做的很好,一般交货期都是在4日。另外,山特维克可乐满的应用中心每年会有一个关于工程师的培训计划,可以帮助我们全方位的认识和使用刀具,这种服务可能是无形的,但对于我们确实一种最直接的帮助。
梁大允先生:在加工转子槽时,我们以前所使用的是焊接的需要刃磨的盘刀,在加工中存在较多的缺点:焊接后切削刃易产生裂纹;要在工具车间生产大量刀头和附件;刀具刃磨需要大量时间,且刃磨精度不易达到要求;在使用时吃刀不均,刀头松动,造成工件碰伤和机床损坏。后来与瓦尔特(无锡)有限公司合作,使用了德国瓦尔特的刀具,其刀具切削深度大,走到速度快,刀具容屑槽大,排屑流畅,刀刃负荷轻,切削阻力小,切削热小,刀具不需要刃磨,换位准确,粗糙度好,从而改善了加工条件,获得了更大的生产效率,取得了更佳的生产成果。以下提供前后切削参数对比:原有刀具进给量60~120mm/min,切削深度80mm;瓦尔特刀具进给量200~240mm/min,切削深度160mm。
随着中国装备制造业的发展,未来生产企业对刀具的要求也越来越高。根据我近几年和瓦尔特公司及其他刀具厂家的合作情况来看,在企业发展需要一个新的品种刀具时,刀具厂家的响应时间应该放在第一位,响应时间的快慢体现了一个刀具公司在研发、设计、制造、服务等方面的综合实力。同时在维护和培训方面加强同用户的密切合作,与用户建立一个长期合作伙伴的关系。
吴天明先生:上海汽轮机厂有一个1000MW超超临界的百万汽轮机组项目,这种机组效率高,排放量少,当然技术含量也高。比如有些高压缸的槽,需要做定位滑动,会产生摩擦,这就需要用硬质合金来堆焊。但是堆焊以后硬度会达到HRC 52,非常难于加工。还有一些阀门里面硬度也是很高的,最近我们采用了冷风切削的方式。切削前将刀具冷却到-20~-30℃,可以延长刀具使用寿命,提高效率。在这些问题出现时,快速的响应时间就显得尤为重要。加工时间紧,任务急,我们需要刀具制造商后方的技术支持、响应比较快,能够及时解决我们的问题。这一点金万众公司做的就比较好,在最关键的时刻,为我们解决了燃眉之急,快速的响应时间提升了我们的工作效率。

 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制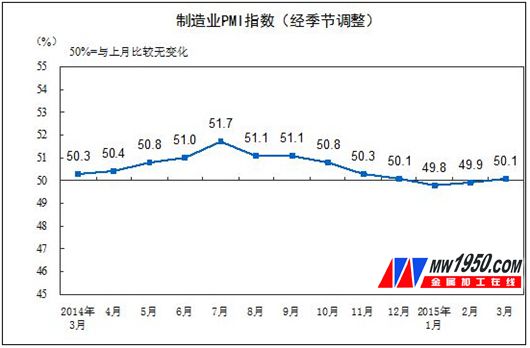 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

