飞速发展的中国超硬材料行业!
--祝贺中国人造金刚石研制成功45周年
没有饺链式六面顶压机及其大型化,就没有中国超硬材料发展的今天。高品级金刚石生产技术跨入世界先进行列,粗颗粒、高强度立方氮化硼合成技术的重大突破,终于结束了中国饺链式六面顶压机只能生产中、低档金刚石的历史,圆了生产强国之梦。粉末触媒的神速推广,促进了我国高品级金刚石生产技术进入快车道的进程。如果说,第一颗人造金刚石在华夏大地的诞生应视为中国人造金刚石工业发展的第一个里程碑,那么,经过行业几十年的不懈努力奋斗,终于实现了由人造金刚石生产大国向生产强国的转变,这理应为第二个里程碑,其重要性不亚于前者。预合金粉末的开发与应用,为超硬材料制品上水平提供了有力的技术支撑。我国超硬材料制品的制造技术正在向高效、高精方向迈进,我们旨在为早日成为金刚石生产强国而不懈努力!
一、饺链式六面顶压机成了 "香饽饽"
我国人造金刚石的产量居世界之首,这些金刚石是用国产铰链式六面顶压机生产出来的。经过40多年的发展,形成了以铰链式六面顶压机为特色的我国人造金刚石工业体系。据不完全统计,国内投入生产的已超过5000台,Φ500缸径以上的压机占据看市场的主要份额。由于不断增加了Φ500mm以上压径的大型投入,大幅降低了生产成本,提高了产品质量,有助于企业提升竞争力。

郭滇生等以2008年热销的Φ650缸径 为例测算,用于合成45腔体金刚石单产可达150 克拉,合成47 腔体单产可达170 克拉,合成49腔体单产可达200克拉。
近年来,国产的大型铰链式六面顶压机得到了国外厂家的认同和青睬,如元素六公司、美国UShetc公司、Tribocor公司、日本住友公司、韩国ILJin公司、ADICO 公司等出口压机超过百台。
为什么铰链式六面顶压机会成为 "香饽饽"?原因很简单,六面顶和两面顶技术虽各具优势,但六面顶压机也有两面顶压机不能与之比拟的自身特点,实践表明:
1.设备结构简单,操作容易,技术工人通过短期培训即可操作;2.制造成本低,整机价格及辅件价格便宜,设备运行成本较低;3.打破了长期以来,有人认为这种类型压机只能生产中、低档次金刚石的观念;4.正是由于我国坚持不懈地走了一条与西方工业发达国家完全不同的技术路线,几十年的发展使我们明白了,没有中国铰链式六面顶压机及其大型化,就没有中国超硬材科发展的今天。
超硬材料行业是整个机械行业中最值得骄傲的行业,是完全拥有自主知识产权的行业,我们靠自己的智慧,用自己开发的世界上独有的铰链式六面顶压机及其生产工艺,生产出了具有国际水平的超硬材料,让世界着名的金刚石公司购买我们的特有设备、研究我们的生产工艺,向我们学习!
二、高品级金刚石生产技术跨入世界先进行列
自1963年12月6 日中国第一颗人造金刚石研制成功后不久,粗颗粒、高强度金刚石的研发就提到议事日程了。经过业内人士的不懈努力,由金刚石生产大国向生产强国转变的目标已基本实现了。应该说这是献给我国第一颗人造金刚石45岁生日,最令超硬材料行业骄傲与自豪、最有现实价值的一份丰厚礼物。
2006 年,30/40 粒度粗颗粒高品级金刚石大批量投产,并打入国际市场,如果 说过去以量为特征的出口,对国际市场有过冲击的话,其冲击量不足以动摇元素六和DI两大公司的"霸主"地位。时隔一年之后的2007年8月25日,20/30粗颗粒高强度人造金刚石研究通过技术鉴定。该项技术国内领先、国际先进,填补了国内人造金刚石行业几十年不能生产20/30粒度高品级金刚石产品的空白,充分体现了龙头企业自主创新的主力军作用,改写了只有在两面顶压机上才能生产高品级金刚石的传说,结束了六面顶压机被认为不能生产高品级金刚石的历史,是中国人造金刚石发展的重大成就,是一个新的里程碑。产品不但替代了进□@并凭借显着价格优势,对国际市场形成了"核当量级"的强势冲击,这次冲击将动摇上述两大公司"霸主"的根基。因此,国外着名金刚石公司对我国强大的技术创新能力感到惊叹!
2005年中南公司制订了"三步走"发展战略:第一步,2005年金刚石销售量6-7亿克拉,力争亚洲第一;第二步,2007年产销量达到9-10亿克拉,其中高品级金刚石产销量达到2.5 亿克拉,成为世界第二强国;第三步,2010年产销量达到15亿克拉,其中,高品级金刚石突破6亿克拉,全球市场占有率超过50%,中南公司正朝着这个目标奋进!

据超协统计,2006年在28家企业中黄河旋风和中南两大公司金刚石的产量约占总产量的60%,值得欣慰的是,金刚石生产,特别是锯切级高档金刚石的生产已高度集中,两大公司该品级金刚石占总量的70%以上。应该说,这是超硬材料这片"天空"中的摧碟之星,是中国高品级金刚石走向世界的希望之星,也是中国超硬材料研发、生产、信息基地一河南献给我国第一颗人造金刚石45 岁生日最好的礼物。
现在再来看一看中南金刚石公司贾攀总经理提供的一则信息,他说 "原来我估计元素六一年做六亿到八亿克拉,后来据可靠资料报道,一年做两三亿就不错了,据我了解, GE公司日进一个亿就了不起了"。中国金刚石的品质,己被美国、法国等欧洲国家品质认证委员会推荐为高品质 产品。2004年,韩国某公司专家对我国生产的金刚石产品进行各项指标检测后,无不惊奇和感慨 中国也能生产如此高品质的金刚石?这充分说明我们有了改写几十年来中国只能出口中、低品级金刚石历史 的资本。
上述信息表明,我们不仅是世界金刚石的生产大国,也正在步入世界全刚石生产强国的行列。
三、立方氮化硼合成技术的重天突破
高品级粗颗粒(30/60)立方氦化硼合成技术是世界性的难题。
在常规的高压高温合成中,对金刚石而言,粒度达40/45 以上很平常,但通常CBN 粒度峰值在70/80 左右就算比较粗了。获得粒径大于40/45 的粗的CBN 晶体就不那么容易了。覃连才,张佚臣的实践结果显示,CBN 晶体的粒度峰值为仍/45,粗于50/60 的比例达50 - 60% ,最粗粒达到25/30。CBN晶体为什么难于长粗呢?其中一个很重要的原因是合成腔体中的粘度较大,如何改变这一不利状态成为关键。
2007 年30/60 高品级粗颗粒立方氮化硼合成技术,国内处于领先水平,30/60粒度完整晶形单晶所占比例接近70%,静压强度较高,已进入批量生产阶段,产品经用户使用证明所制成的工具已达到国外先
进水平,完全可以替代进口。
粗颗粒高品级CBN合成技术的重大突破,为世界CBN合成技术的提高和发展做出了重要贡献,充分显示中国不仅是个生产大国,而且正逐步成为生产强国。我们河南拥有专业研究生产CBN 的郑州中南杰特超硬材料有限公司,2007 年11 月3 日,该公司投资1.15亿元,年产量突破15亿克拉的立方氮化硼新基地已动工建设。此外,我们还有全球领先的CBN 磨科专业制造商 河南富耐克超硬材科有限公司,他们的年产量占世界CBN 总产量的半壁江山还多。
总之,我国生产的CBN单晶磨科除满足快速发展的国内市场外,还以出色的性价比在国际市场占据重要位置,出口发展也十分迅速。
四、粉末触媒谁广 "神速"
粉末触媒是德国Winter 公司投入巨资,经过7年的探索研发出来的一项创新性成果,与片状触媒合成工艺方法相比,具有 "三高"的功效。GE公司、元素六公司和我国金刚石生产企业都是这项先进实用性技术的受益者。
21世纪前,我国人造金刚石的工业生产用原材料是以片状触媒合金和片状石墨为主的,2000年以前其年用量在3000吨左右。进入新世纪,粉末合成技术逐步替代了片状技术。
北京中材人工晶体有限公司提供了这样一组数据,即该公司自2003年度起有小批量粉末触媒投放市场,全年销售30吨, 销售收入215万元,2004年度销售270吨, 销售收入1750万元,2005年度销售370吨,
销售收入2520万元,2006年销售400余吨, 销售收入3200万元。这种迅猛发展,势如破竹,席卷全国的态势令人难以置信。中国高品级金刚石生产技术,正是在这种 "疾风暴雨"中跨入强国快车道的。对改变
我国长期高品级金刚石不能产业化的难题起到了积极的推动作用。
这里需要提及的是:
1.氧含量是评价粉末触媒质量高低的重要指标之一,氧含量太高会对金刚石合成产生不利影晌,气雾化工艺制备的粉末触媒氧含量低,且颗粒呈球形、类球形,适合于高品级金刚石的生产。
2.金刚石合成柱纯化工艺是金刚石生产过程中的重要环节,处理效果的好坏、运行成本的高低、处理过程安全与否是该环节要重点考虑的。通过对不同的纯化工艺实践结果的分析与比较,曹庆忠认为,长呼吸通气高温高真空氢气还原法具有纯化效率高、用氢气量少、运行成本低、安全可靠等优点。
五、预合金粉末在金刚石制品中大有可为

目前,国内金刚石工具电 大多是以单质混合粉末形式加入,使用单质粉末影响因素较多,使得胎体的烧结质量不易控制。预合金粉末是针对金刚石工具制造普遍采用机械混合胎体粉末缺点提出来的。
预合金粉末是近年来粉末冶金与金刚石工具工业的发展方向。
超细预合金粉末是一种颗粒直径在10um以下,由两种或两种以上元素组成,在粉末的制造过程中发生合金化,并且所有的颗粒保持与标准含量一致的组分的金属粉末。它具有超细金属粉末的一般特性:表面效应和体积效应。超细预合金粉末相对单质混合粉具有更为显着的特性,是金刚石工具近年来发展的热点之一。左旋肉碱副作用最好丰胸精油评价防晒最新数码产品瘦脸什么隔离好用效果好的什么牌子的粉饼好
实践表明,预合金具有流动性好、组织均匀、熔点低、易烧结、对金刚石具有良好的润湿和粘结性能等优点。因此。世界上主要金刚石工具的制造商,在切割天然石材、建筑材料的金刚石工具胎体中已
经开始使用预合金粉。
在金刚石工具中使用超细预合金粉末具有以下优点:
1.能较大降低烧结温度,显着减少对金刚石的热损伤;
2.能显着提高烧结制品的抗压、抗弯强度;
3.能显着提高工具的切割效率,延长工具使用寿命;
4.可在较宽的温度范围内进行热压烧结,可获得更好性能的金刚石工具;
5.抗氧化性优于单质粉末,易于保存。
近年来,超细预合金粉末的用量一直在增长,已经取代原有金刚石工具钻粉市场15-20%的份额。己有的研究和发展趋势表眠 金刚石工具用胎体金属粉末的超细预合金化,是胎体合金粉末的发展趋势之一,超细预合金粉末是将来制造金刚石工具用的主要粉末材料。
六、金刚石绳锯引领石材开采与加工技术的进步

随着资源节约型、可持续发展、循环经济战略的不断深入,我国石材矿山开采中杜绝浪费、提高出材率、推广先进的矿山开采方式和开采设备成为最近几年石材业迫切需要解决的问题。而目前呼声最高的就是在我国全面推广应用金刚石绳锯开采矿山。自2005年以来,沉寂多年的中国石材矿山开采机械行业有了较大的突破,最突出的表现是金刚石绳锯的国产化。这一现象的出现预示着或者说是代表着中国
石材矿山普及使用金刚石绳锯的时代已经到来,这将给中国石材矿山开采水平的提高带来革命性的进步。
早期绳锯只用千切割软质石材,在世界范围内绳锯开采大理石矿山的工艺已十分成熟。目前,绳锯可广泛应用于花岗岩、砂岩等各种硬度石材开采上,产品质量越来越高,成本越来越低/·在世界范围内已成为趋势。与传统的"爆破"加 "火焰切割"法相比,用绳锯开采花岗岩具有以下优势:
1.适应性广,绳锯适用所有类型矿山;
2.功能强,效率高;
3.能进行垂直、水平、斜面等各种方向的切割,还能进行盲切;
4.成材率高,综合成本低;
5.安全环保,开采无噪音、无灰尘。
目前,国产金刚石绳锯的综合性能已经接近国际先进水平,且造价低廉,完全能够满足国内石材矿山开采和板材加工业的需求,甚至有许多企业生产的绳锯产品已开始大量出口欧美等西方国家。随着金刚石绳锯机械及金刚石绳锯切割技术的快速推广,我国石材荒科开采已进入金刚石绳锯时代。2007年国内某公司金刚石绳锯产量已达3万多米,产值15OO万元,盈利300 多万。国内金刚石绳锯制造企业通过自主创新,推动了国内金刚石绳锯技术的快速进步,为金刚石绳锯的进一步推广使用奠定了坚实的基础。
七、PCBW刀具仍是当今世界的研究热点

刀具材料的发展在人类的生产、生活中有着很大的作用。
材料、结构和几何形状是决定刀具切削性能的三要素,其屯 刀具材料的性能起着关键作用。随着人类生活、生产水平的提高,高速钢刀具已不能满足高加工效率和高加工质量的要求,人们寻求性能更高的新型刀具材料。近年,高速钢和硬质合金仍是用得最多的两种刀具材料。
硬质合金刀具仍不能满足现代高硬度工件材料的超精密加工的要求,于是更新的刀具材料出现了,20世纪30年代出现了氧化铝陶瓷,后来又出现氮化硅陶瓷,70代研制出PCD (PDC)和PCBN刀具材科,他们的硬度大大超过上述刀具材料。
现代切削加i技术的发展趋势是切削加工的高速、超高速发展。高速、超高速加工技术是指采用超硬材料的刀具,通过极大地提高切削速度和进给速度来提高材料切除率、加工精度和加工质量的现代加工技术。因此,对刀具适用性和使用寿命提出了更高要求,而PCBN刀具是迄今世界上最能满足这一要求的首选刀具。
PCBN刀具主要用于加工淬硬钢、高硬铸铁及其他硬金属与非金属材料。用硬质合金或陶瓷刀具切削某些硬脆材料,寿命很短,或根本不能胜任,而超硬材料却能轻松做到。金刚石刀具对有色金属实行超精密切削,是其独到之处。
PCBN刀具可以实现以车代磨,且刀具寿命比硬质合金刀具提高几十倍到几百倍。随看科技的进步和技术水平的提高,它的应用领域将会不断扩大。PCBN刀具的l/2用于汽车制造业,约20%用于重型设备(如轧辊等)的加工。
高效切削已成为现代制造的主流,而PCBN 刀具在其中扮演着不可或缺的角色。
超硬木捎斗刀具的发展是现代制造业发展的重要基础。美、德、日等世界制造业的国家无一例外都是刀具工业先进的国家。超硬材料刀具不仅是推动制造技术发展的重要动力,还是提高产品质量和降低成本的重要手段。
人们普遍认为,PCBN刀具硬态干式切削不仅为企业带来巨大的经济效益,而且有利于环保和工人身体健康,是一种较为理想的加工方法。
八、高速砂轮制造技术是高速磨削推广的技术之一
随看现代高科学技术及产业化发展,工程陶瓷、单晶硅、红蓝宝石和光学玻璃等硬脆性材料的应用日益广泛。采用高速磨削技术成为实现对硬脆性木捎斗高性能加的有效方法。
目前,在实际应用中,磨削速度在100/s以上的磨削被称为高速磨削。高速磨削是一种集高效、优质于一身的先进制造技术。与普通磨削相比,高速磨削具有许多优越性:
1.材料去除率高,加工效率高;
2.磨削力和工件受力变形小,加工精度和加工质量好;
3.砂轮磨损减少,寿命提高;
4.可实现硬脆性和难加i材科的高性能加工。
因此,德国着名磨削专家T·awakoli博士将其誉为"现代磨削技术的最高峰"。国际生产工程学会(CIRP) 将它定为21世纪的中心研究方向之一。
在第42 届CIRP 年会的磨削委员会主题报告中就明确指出,对难加工材料的高性能加工是高速磨削技术的重要应用领域。在难加工材料的高速磨削中,主要使用超硬磨料砂轮。
高速磨削可以大幅度提高生产效率和加工质量并降低成本,因此,德国、美国、日本等国家把该技术应用在航空、汽车、模具等领域。超硬磨料砂轮已经在高速磨削中得到广泛应用,带来了巨大经济效益。其中钎焊超硬砂轮是一种很好的具有发展潜力的新型高速砂轮,若能使其产业化,将大大推进高速磨削技术的应用。
九、金刚石膜开发应用的新进展

CVD 金刚石膜材科是21 世纪最具发展前景的功能性木捎年 利用性能优良的高质量CVD 金刚石膜替代天然金刚石制作超精密刀具可以降低生产成本,打破国外技术垄断,减少国内精密加工领域对国外技术的依赖。
利用CVD 金刚石膜材料制造高精度镜面光洁度刀具不仅在高科技领域及航空航天等重要军事领域有着广泛的用途,而且在民用领域的用途也极为可观。
北京天地东方超硬材料股份有限公司长期从事CVD 金刚石膜及其应用产品的研究开发,不仅具备了利用热丝法生长出直径150mm,厚2mm的CVD厚膜的产业化规模,而且具备了生产加工高精度镜面光洁度刀具的工艺技术能力。
CVD 金刚石膜高精度镜面光洁度刀具具有极高的附加值,而且随着科学枝术的迅猛发展,市场需求越来越大。CVO金刚石膜高精度镜面刀具的产业化将有效改善我国国民经济基础制造业的落后局面,很大程度上满足我国高科技和航天军事领域的需求,同时对我国加速与世界高精密加工技术接轨,提高该项技术在相同领域中的地位和影响具有深远的意义。
据美国B优的调查分析显示,2007年全球仅金刚石膜、类金刚石膜、立方氮化硼膜材料市场的规模达到5.308 亿美元,预计2007 年到2012 年将以饥俄14.3的成长率发展,2012年将达到将近10亿美元的规模。
超精密加工领域是用高效率的切削加工替代磨削和其他研磨加工的一种高精加工技术,每年我国在航天航空和光学等精密加工领域所消耗的超精密加工刀具总值过数百万美元,而且随着科学技术的发展,遍布在国民经济许多领域,多种产品的高光洁度装饰加工要求与日俱增,这是一个巨大的具有活力的市场。从生产技术方面讲,cVD金刚石膜完全可以作为超精密加工刀具的刃口材科。CVD膜超精密加工刀具的技术研究将有效地推动国内超精密加i领域的技术进步,具有重大的社会、经济效益。
十、超硬材料涂附磨具的异军突起
超硬材料涂附磨具是指用粘结剂把人造金刚石或立方氮化硼磨粒粘附在柔性、可挠曲基材上的磨具。
随着现代机械加工工业的不断发展及各种新型材料的不断出现,对制品、零件的加工精度和表面粗糙度的要求越来越高,这就要求相应的先进的磨削技术和磨具,尤其是涂磨具向高效、高寿命和超精密方向发展。为此超硬材科涂附磨具的研制和使用异军突起,在涂附磨具中占有率逐年增加,在汽车工业、电子工业、玻璃工业、宝石加工、不锈钢、淬火钢等难加工材科的特殊加工领域得到了广泛应用。世界着名的磨具公司,如美国3M 公司、Norton公司的产品目录中有大量的超硬材科涂附磨具产品。国外在汽车工业中,汽车车身的抛光和发动机曲轴、凸轮轴的加工都是用高档超硬材料砂纸和聚脂薄膜圆片进行的,而我国汽车行业,目前正在大量使用进口的高档涂附磨具,其中很大比例是超硬材料涂附磨具。
砂带磨削技术已进入现代化发展的新阶段。欧美工业发达国家十分重视砂带磨削技术的开发研究和应用,尤其值得注意的是超硬材料砂带的成功应用,使其在磨削难加工材科如硬质合金、宝石、陶瓷、铁合金等方面显示出独特的优势。
国外先进国家的砂带磨削技术发展迅速,应用日益广泛,而超硬材料砂带不仅是高科技的涂附磨具产品,也是高附加值高效益的产品,它的质量和水平往往标志一个国家涂附磨具生产加工水平,也能带来很高的经济效益。
值得思考的是,虽然我国许多大中型企业相继引进了德国、美国、瑞士等先进国家的砂带成套设备和专业技术,使我国涂附磨具品种和质量都提高到一个新的水平,为什么在超硬材料涂附磨具产品生产方面还几乎是空白?

 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制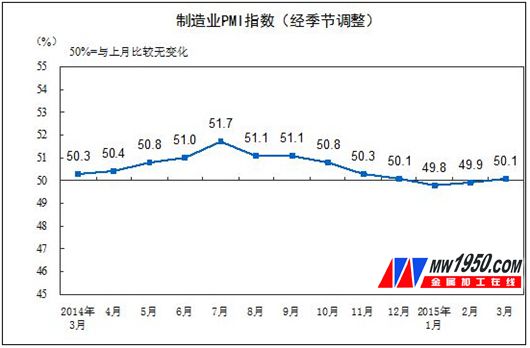 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

