1.汽车工业快速发展对刀具的需求
近年来,中国汽车制造业发展异常迅速,国内各大汽车集团都在加大投资,不少民营企业也加入了汽车或其零部件制造的行列。世界各大汽车公司及着名的汽车零部件厂商几乎都已来到中国,或是合资或是独资,都设法加入在中国制造汽车及其零部件的热潮。与汽车制造特别是汽车所需的发动机、变速箱、传动轴、车桥等零部件制造相关的机械加工及金属切削工作量激增,从而对与机械加工和金属切削紧密相关的刀具的需求不断上升,同时也出现了很多新的要求。当前汽车工业发展的特点是竞争加剧,对客户满意度的要求进一步提高,要求能够根据市场的需求及时推出新的产品或转换新的型号生产,生产的柔性化要求提高。当市场对某种产品有需求时,必须抓住机遇,生产出足够满足市场需要的产品,生产量的增长可能是陡增的,要求为生产作支持的刀具也必须适应这种要求和变化,能够及时地提供并在数量和质量上保证满足生产的需要。汽车零部件制造的质量要求也在不断提高,无论是加工精度、形位要求还是表面质量要求都有了新的提高。同时,为了满足新的产品量控制的要求,要求对所生产的产品有很好的追溯性,也就是对产品制造的全过程进行控制,当发现产品有质量问题时能清楚地了解在哪个环节出的问题,以及受到影响的产品有多少以及发生在什么地方,要求对产品制造过程中的重要影响因素——刀具进行完善的控制和追溯,刀具方面必须能对生产现场的问题作出及时、快速的响应,提供有力、高效的技术支持,并能控制和追溯刀具的制造过程。面对激烈的市场竞争,汽车工业正在全面实行精益生产,同时要求不断降低刀具成本,对刀具物流、库存等的要求也提高了。与此同时,由于环境保护、健康和职业卫生等方面标准和要求的提高,汽车工业对这些方面的考虑和控制也更多了,对金属切削及刀具有了新的更高的要求。所有这一切都要求切削及刀具行业不断开发新技术、新材料、新工艺及新的管理方法,以适应汽车制造过程中不断出现的新技术、新材料和新工艺及新的管理体系。
2.向柔性化和高速加工发展
为适应市场变化的需求,汽车产品及其零部件更新变化越来越快,过去大量采用的专机或刚性自动线由于其不便于更换生产品种或改造费用昂贵,已不能适应这种快速变化的市场需求。所以,现在汽车零部件加工的生产线已越来越多地采用柔性生产线,或柔性加工设备与专机结合组成的加工生产线,特别是在新的项目中更是倾向于采用柔性加工线,大量采用加工中心,在一条生产线上可生产不同规格的零件,以满足不同的产品生产的需要,而且在产品更新换代时仅需改变加工程序及相关的刀具、夹具就可很方便地转换为新的生产线,工序的调整和改进、刀具的增加和减少也很方便。在车间平面布置方面,尽量使车间地面保持完整,已很少开挖为集中冷却而设置的地沟,机床等设备可很方便地安装以及根据需要移动到新的位置,组成新的生产线。如上海通用汽车有限公司在建厂以来的几年中已根据需要多次移动机床,减少能力过剩的生产线的设备,用于新项目的生产,或增加能力相对薄弱的生产线的设备,以最大限度地利用设备能力,以极高的柔性快速地满足市场的需要。与此相适应的就要求刀具能适应这种高度柔性化的生产及快速变化的生产产量和生产品种,数控机床和加工中心用刀具因而获得了极大的市场和高速发展,也引起了越来越多的企业和研究单位不断投入大量人力物力进行切削新技术和新刀具的研究和开发。
由于汽车及其零部件的生产量大、品种多、生产节拍快,尽管采用了柔性生产线,但节拍要求仍需满足,故提高切削参数、采用高速切削成为必然要求,而加工中心设备的采用也为同时实现柔性和高效率生产提供了可能。汽车及其零部件制造特别是新工厂、新项目的制造过程正向着高速加工的方向发展,越来越多地采用数控高速加工中心,很多加工中心机床的主轴转速已可达数万转,如钻镗铝质汽缸盖的进排气导管底孔、座圈底孔的刀具转速不少在1万转以上,线速度可达1500m/min左右,有的表面铣削线速度可达4000m/min。半精镗、精镗铸铁汽缸体缸孔的刀具转速也已达300转,线速度可达800m/min。上海通用汽车有限公司的1.6L发动机铸铁缸体加工中不少表面铣削线速度都已达到了1000m/min以上。同时高性能切削也获得很大发展,一次切削切除相当大的余量,特别是在粗加工中的大余量切削,切削效率提高,减少了切削工序,在某些工位的加工中将半精加工和精加工合并。与此相适应,刀具及切削技术也出现了很多新的变化。
3.超硬刀具获得广泛应用
刀具材料发生了很大变化,CBN(立方氮化硼)、PCD(聚晶金刚石)、陶瓷刀具等超硬刀具获得了广泛应用。PCD刀具由于其极高的硬度,在加工铝制工件及其他有色金属及其合金时使用寿命极高。近年来,随着汽车制造业大量应用轻型材料(如铝合金、复合材料、塑料等),PCD刀具的应用也大量增加。现在汽车发动机的汽缸体、汽缸盖、变速箱的壳体、阀体、槽体、侧盖等零件很多都采用铝件,这些零件的加工大量采用了PCD刀具,取得很好的效果,一般每把刀的寿命都在加工几千件工件左右,长的可达1.5至2万件。
CBN刀片的特点是硬度极高(仅次于金刚石),特别是其红硬性好,在1000多度的高温下仍能保持其硬度和良好的切削性能,适应了高速切削的需要,也满足了一些高硬度难加工零件的加工需要,在发动机缸体等铸铁类零件和气门阀座等粉末冶金零件的加工中获得了较好的应用效果。如气缸体缸孔的加工在半精镗和精镗工序中很多就采用了CBN刀片,切削速度可达800m/min,刀具寿命是硬质合金刀具的一倍以上。在气缸体的缸盖结合面的加工中,CBN铣刀切削线速度可达1200m/min以上,高的甚至可以达到2000m/min,进给速度可达1000~2000mm/min。
目前,已有汽车零部件制造厂为降低一次性设备投资,减少生产线中的设备数量,同时又希望保证生产节拍,就采用具有高速加工能力的加工中心,显着地提高切削用量,同时采用适合这种高速切削的CBN刀具。如在直列四缸发动机缸体的加工中,几乎所有各个面的铣削都采用了CBN刀具,尽管CBN刀具价格较贵,但如考虑到其对于加工效率的提高和在投资成本上的节约,总的算起来还是很经济的。上海通用汽车公司在变速箱壳体的加工中,将一把原来采用的硬质合金镗刀改为PCD刀具,刀具寿命从原来的3000件提高到7万件,其经济效益是非常明显的。
CBN刀具可用于加工淬硬工件,因而可以实现以车代磨,如大宇汽车公司就在变速箱输入输出轴的加工中,用CBN刀具进行轴上槽的车加工,代替了原来要用成型砂轮进行的磨削加工。
作为高硬材料刀具中的一种新型刀具,陶瓷刀具也是一种值得关注和正在不断扩大应用领域的刀具,陶瓷刀具脆性大的缺陷正在得到改善,现在已有了增韧型的陶瓷刀具,可应用于铸铁工件的粗加工,如在发动机气缸体缸孔的粗加工中,不论是V型6缸发动机还是直列4缸发动机都采用了陶瓷刀具进行缸孔的粗加工,显着提高了加工效率,其镗孔切削线速度可达700~800m/min。
上一页 1 2 3 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制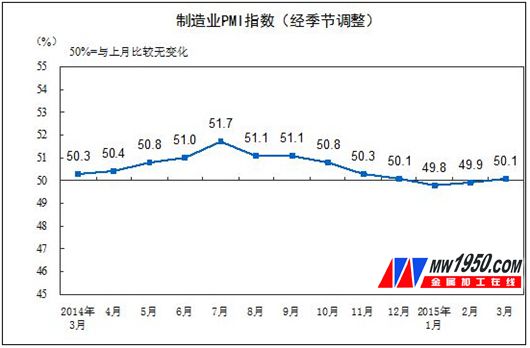 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

