采访对象:
张书桥 教授级工程师 中国刀具协会常务理事 上海大众汽车发动机厂三轴车间 车间经理
许伟达 上海通用东岳动力总成有限公司 生产技术支持部 刀具主管
胡道钟 中国模具工业协会 车身模具及装备委员会秘书 东风模具冲压技术有限公司 党委工作部 组织室 经理
李建邦 上海通用汽车有限公司 刀具工程师
王慈光 一汽丰田(长春)发动机有限公司 技术科 刀具工程师
刀具经销网 汽车制造需要更完美的刀具。
1. 作为汽车刀具的典型用户,您觉得近年来汽车刀具在“三高一专”方面取得了哪些可喜的变化?
张书桥:近年来,汽车刀具一直沿着“三高一专”的道路在不断的向前革新、向前推动,并且一直没有停止过进步,这无疑是最令人欣慰的。尤其是在“高效”方面更是取得了长足的进步,与当初相比,加工效率提高了25%以上。
在刀具材料方面,硬质合金将保持稳定的增长,高速钢的市场份额进一步的缩小,而超硬材料会随着加工工件材料的变化而有所增长,但是增长的幅度不会太大,占据主流地位的在相当长一段时间里依然是硬质合金。
许伟达:汽车刀具在“三高一专”(高效率、高精度、高可靠性和专用化)上的变化,是随着汽车制造业的迅速发展而发展。汽车制造生产纲领的不断提升,加工节拍的提高,带动了刀具制造行业新技术的加快发展,刀具从低值易耗品转化成了高附价值、高科技含量的产品。刀具材料、刀具涂层、刀具结构、刀具切削参数等取得的进展,均属于现代科技的结晶。新型刀具材料、耐磨涂层、刀具结构和数字化制造技术等方面的开发,都在实际生产中得到应用。加工切削速度达到4000m/min,主轴转速15000~20000r/min等已是常见的参数;涂层技术上的那些复合多层、梯度结构、纳米结构的发展,加快了实际生产中的使用和推广;刀辅助结构的新发展,给加工的工艺满足及调整时间的缩短带来保障,如Mapal的快换HFS10的刀杆应用等;CNC加工中心的换刀时间缩短等等都是“三高一专”的可喜变化。
胡道钟:应该说汽车覆盖件模具的加工刀具近十年来有很多变化,一是品种多,任何一家上规模的刀具制造厂家都根据客户的不同需要进行了细化,并尽可能提供更多的可选方案,针对不同的加工环境都有较多的选择;二是质量有很大进步,这尤其体现在刀具的使用寿命和加工精度上;三是刀具的价格也在不断提高。
李建邦:当前,汽车尤其是轿车越来越多地加入我国的普通家庭,随着国内外汽车厂商越来越快地将汽车生产基地设立和转移到中国来,在汽车动力总成方面应用的刀具也越来越普遍。其本身的特点和未来的发展也越来越被业内所关注。随着动力总成制造趋向于轻量化、结构简单化、高性能化,动力总成制造技术和工艺也发生了很大的变化,高速、高效、柔性是制造工艺当前的主要特点,这也符合了现代汽车工业多品种、小批量的生产要求。作为动力总成制造技术中非常关键的一环,现在主流应用的汽车动力总成刀具的特点也越来越反应了现代汽车工业的生产要求,具体表现为:从动力总成要求上来分,高质量、高稳定性、高效率;从技术上分,高速化、复合化、特殊化、标准化、多品种、重载化。汽车行业刀具正向着刀具集成化、刀具的环保化、刀具外包管理等未来先进的模式发展。
王慈光:作为汽车刀具典型用户之一,我认为,现在的刀具正在越来越贴近用户的需求。一些典型工艺的加工用新材质刀具、专用刀具得到了充分的推广。
1) 比如,铝材质缸盖上的阀座导管孔,我们应用了金刚石材质铰刀进行加工,刀具寿命可以达到30000件,被加工表面光洁度高。这种金刚石材质刀具的实际应用,减少了刀具研磨频次,刀具拆卸、组装、更换频次。同时刀具转速、切削速度高,加工时间短,体现出了刀具的“高效率和高稳定性”。
2) 再比如,铝材质发动机缸体的瓦盖安装用螺纹孔,我们采用了挤压丝锥进行加工,这种加工方法产生的螺纹孔,具有高的耐磨性、良好的装配性。这种加工对前工序即底孔的加工质量要求高,我们采用了铰刀进行铰孔。这体现出了刀具的“高稳定性、高精度性”。
3) 刀具的专业化性能很强。一把专用刀具,可以完成同位置上,多阶梯孔、不对称形状的一次性加工,这大大减少了工艺工序,避免了多添置设备、人员的浪费。
2. 您在使用刀具进行发动机加工的具体实践中,遇到了哪些问题?其中,最突出的难题是哪些?
张书桥:金属加工是一个整系统,包括了刀具、机床主轴、切削液、加工工件等。加工效率的提高不仅仅只是刀具的作用,而是对整个系统各方面及之间的互相配合提出了整体的要求。在进行具体的机加工实践中,遇到的问题既有刀具问题也有各方面的配合问题,但都属于正常范畴。目前还没有遇到解决不了的难题,虽然也会遇到一些,但是通过工艺的改进和与供应商的互动,都已经解决掉了。
许伟达:实际生产中,刀具在加工过程中不可能不出现问题。但是出现的问题既有刀具的原因也有与刀具相关的横向原因。当刀具出现粗糙度不好、加工孔位置度不好、孔径超差、钻头刀具折断等现象频频出现时,刀具作为表象的直接表现者,刀具管理相关人员在通过分析判断,刀具没有问题时,这时横向部门的参与解决就尤为重要了。譬如随着设备的使用年限上升,其精度下降而造成加工产品达不到技术要求而出现众多的“刀具问题”时,这时候从设备上面来检查和分析就是问题解决的一个突破口,维修部门能够找到影响刀具的真正原因就OK了。但如果找不到原因,对刀具管理来说就属于难题了,因为从刀具上面分析实在是找不到问题所在;另外一个难题,就是作为刀具的使用者,我们只能够了解刀具那可见性的元素,但不能够掌握刀具那不可见性的一面。即我们可知刀具的切削角度、切削参数、刀具的涂层等,但不知晓这刀具的材料是不是出现了批次的差异?刀具的组织成分是不是变化很大等?这时候这不可见的一面对我们分析解决刀具问题就是当时的难题了。
胡道钟:作为汽车覆盖件模具制造厂家,我们最关心的还是刀具的使用成本,我们追求的还是刀具的综合使用成本最低,也就是说单位刀具使用成本所带来的效益,即刀具使用收益等于使用刀具所带来的收益与刀具成本的比。当然,这个比值越大越好。
那么,换句话讲,我们遇到的最突出的问题就是如何提高刀具的使用收益。寻求刀具与加工对象、机床的最佳匹配。从而得到最大的加工效率,即花费最少的加工时间得到最好的加工质量。
李建邦:在汽车行业的刀具的长期应用实践中,可以体会到刀具的品种多,如汽车动力总成几乎使用了全部的刀具种类如钻、车、铣、刨、磨、镗、拉削、齿轮加工、攻丝等,以孔系和面加工为主。也可以体会到刀具的应用的特殊性,即使同一种类型刀具,也有不同公司的不同规格刀具。没有一家刀具公司可以提供所有汽车业需要的刀具。汽车业使用的刀具大多来自专业性较强的公司。汽车动力总成的刀具应用有一个不成文的规律:最贵的刀具不一定是最合适的刀具,最合适的刀具一定是最好的刀具。在具体的实践中,我们经常会碰到刀具的成本、性能、交货期、技术支持等方面的问题,最突出的难题是技术支持。没有有效的技术支持,就不会有卓越的刀具应用。
王慈光:在发动机的实际生产加工中,我们会遇到加工异常的情况。比较难解决的问题是铣刀、铰刀加工中容易出现的加工表面划伤、打刀。这类问题出现时,通常要花费一段时间才能彻底解决。但临时对应生产不出异常的对策会很快。
3、目前,贵公司在发动机的材料、结构以及加工工艺等方面有什么新的发展改进?这对刀具装备提出了怎样的更高要求?
张书桥:更轻的质量和更少的燃油消耗使得铝合金材料在发动机中得到更多的应用和普及,而这意味着加工刀具也将更加“软性化”,将更加注重刀具的精度和高效。同时,汽车工业“降本增效”的要求也会进一步促进复合加工的发展。
胡道钟:应该说,经过这么多年的发展,汽车覆盖件模具在材料选用、结构改进和完善、加工工艺的优化方面取得了长足的进步。即,材料的选用更好地满足模具长寿命的使用要求;模具的结构更加复杂和大型化,模具结构的复杂是因为工艺的优化和复合化处理,大型化是因为国内汽车覆盖件模具逐步进入大型外覆盖件模具;加工工艺的优化是随着加工软件的不断完善,加工机床的不断改进。
而且随着不断要求的模具高质量和更短的交货期要求以及成本竞争的压力,汽车覆盖件模具制造企业无时不面临着高质量、低成本、短交货期的挑战,而且这种挑战只会越来越加剧。
正是这种挑战要求汽车模具制造企业要持续追求符合用户实际的最优的冲压工艺、最优的模具结构、合理的模具选材、符合工厂实际的最优加工工艺,从而实现模具制造的零缺陷和零调试,并最终实现高质量、低成本、短交货期的目标。
要实现这一目标要求我们仔细分析并把握模具制造的全价值链,毫无疑问这包含刀具装备,其要求概括起来讲就是用最少的刀具投入来帮助实现这一目标。
李建邦:我公司在发动机加工上与世界水平力求同步,生产的铝合金发动机缸体应用在曾获得“北美年度最佳发动机”的Ecotech发动机上。其设计的高标准将我公司的制造水平提高到与世界先进水平一致。在其生产线上,大量应用高速切削刀具和高速切削机床,达到同样年生产纲领的比常规生产线使用的机床数少的多。同时适应了高速切削苛刻条件下的刀具,对供应商的选择有着严格的限定。
王慈光:
1)、我们的发动机缸体、缸盖使用了铝合金材质,在一些需要耐磨的部位镶入耐磨材料后继续加工,通常会产生不同材质的过渡区,加工时为刀具带来了难度,这就要求刀具的设计尺寸精确,角度与形状更加专业化,刀具的跳动精度、刀柄的跳动精度也要非常高。
2)、我们的连杆生产线中,内孔珩磨时采用了粗珩磨砂条与精珩磨砂条在同一个珩磨头上,按照先粗、后精的顺序分别弹出,进行珩磨加工,节省了一台珩磨设备的订购,同时避免了人员配备的浪费。
3)、曲轴油道孔的加工,采用了微量油雾润滑,没有使用冷却液,对环保非常有利。它采用了锪铣平面,钻引导孔、钻深孔,3个工步相连为1道工序。
4)、缸盖导管孔采用了具有类似拉刀齿升量的枪铰刀,刀具切削部位采用硬质合金,其余部位为高速钢,其加工性能稳定,成本低廉。
在生产的过程中,我们越来越体会到刀具装备的重要性。轮廓复杂多变及阶梯较多的实体加工,如果能设计并生产出专用刀具,就可以实现加工工艺工序少,设备使用数量少。
刀具的可研磨性及研磨方便也非常重要。
上一页 1 2 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制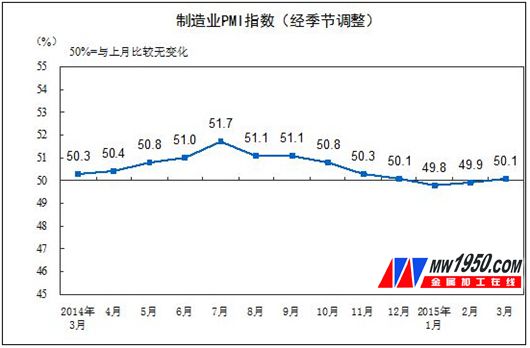 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

