20世纪是刀具材料大发展的历史时期——各种难加工材料的出现和应用,先进制造系统、高速切削、超精密加工、绿色制造的发展和付诸实现,对刀具提出了全新要求,令刀具的品种、类型、数量和性能均比过去有了长足发展。反过来,刀具技术的革新又有力推动机械制造工业的一次又一次腾飞。
21世纪,刀具材料将有大发展。刀具材料与工件双方交替发展和相互促进,成为切削技术不断向前发展的历史规律。在未来,刀具材料必将面临工件材料性能提高、加工批量加大和制造精度提升的更严峻挑战。材料科学的进步,推动了刀具材料的发展;而刀具材料的发展,应考虑原材料资源的制约。新品种的出现,新旧品种各自所占比重的变化以及它们之间相互竞争和相互补充的格局,将成为未来刀具材料发展的新特点。
材料资源并非“取之不尽”
纵观各种刀具材料,除人造金刚石的原料为石墨(碳元素)外,其它品种都离不开碳化物、氮化物、氧化物和硼化物。在现代刀具中,碳化物用得最多。在刀具材料的各个组份中,以Fe3C、WC、TiC、Mo2C、TiN、Al2O3、Si3N4等用量最大,此外还须用到金属Co。在发展各种新型刀具材料时,主要考虑机械、物理性能的进步和适应工件加工的需要以及刀具材料与工件材料的匹配。而在很长一段时间里,人们忽略了资源的储存。
高速钢和硬质合金都以W和Co为主要原料,其价格昂贵。中国富W少Co,而W资源除国内使用外,还大量出口,当今全球使用的W中约有75~80%来自中国,可是中国的W资源只够用50年。中国使用的Co主要向国外购买,价格昂贵,况且全世界Co资源的储存量也是有限的。这就警示我们在发展新型刀具材料时,还需充分考虑如何节约贵重资源。有些刀具材料组份,如Al2O3、Sl2O3、Si3N4、TiC等,虽然蕴藏丰富,但要付出工艺和制造的成本,故其价格亦不菲。
现代新型材料及其应用展望
1.高速钢
在现代切削加工中,高速钢的性能已不够先进,但因其稳定性好,能接受成形加工,目前在刀具材料总消耗量中高速钢刀具仍占到40%。传统的普通高速钢以钨系的Wl8Cr4V和钨钼系的W6Mo5Cr4V2为代表。所有的高速钢中,铬含量均保持在3.5~4.5%,它是增大高速钢淬透性的主要元素。而如若钒含量分类增加,钢的耐磨性将随之提高,但会使刀具接受刃磨困难,且脆性增加。铝元素在钢中能生成AL2O3、AlN;且起钉扎作用,阻止位错,从而提高了材料的硬度和强度。
加入钴元素后,可形成超硬高速钢,钴不形成碳化物,但能提高淬火温度,增强二次硬化效果,提高高温硬度。中国缺钴资源,钴价昂贵,因而研制了无钴或少钴的超硬高速钢——它们的性能都能达到M42的水平。可以说,中国在发展无钴、少钴超硬高速钢方面,做出了很大贡献。值得一提的是,用粉末冶金方法制造高速钢,可减少有害杂质,消除碳化物偏析,提高钢的硬度和韧性。粉末高速钢的切能性能优于熔炼高速钢,国内也掌握这方面的技术。
今后,中国应发展和使用性能优良的钨钼系或钼钨系高速钢,少用钨系高速钢以节约W;发展和使用无钴和少钴超硬(高性能)高速钢,尽量不用高钴高速钢(如M42,HSP-15)。
中国已大量使用涂层高速钢刀具,亦已掌握涂层工艺,但粉末合金高速钢刀具尚属空白。在工业先进国家,粉末冶金高速钢刀具已占高速钢总量的10%,因其性能优越,可有效提高刀具寿命和设备利用率,所以尽管这种刀具的价格较贵,仍能在总体上降低加工成本。近年,国内个别钢厂和工具厂已能制造粉末冶金高速钢,如能保证质量且性能稳定,应推荐机械制造厂采用。笔者认为,中国应大力研制粉末冶金高速钢。
2.硬质合金
硬质合金是碳化物(WC、TiC等)的粉末冶金制品,新型硬质合金有下列6种。
①添加TaC和NbC的硬质合金:添加后能有效地提高常温硬度、高温强度和高温硬度,细化晶粒,提高抗扩散和抗氧化的能力。此外,还能增强抗塑性变形的能力。
②细晶粒和超细晶粒硬质合金:晶粒细化后可提高合金的硬度和耐磨性,适当增加钴含量后还可提高抗弯强度。普通刀具牌号和合金平均晶粒尺寸为2~3mm,细晶粒合金为1~2mm,亚微细晶粒合金为0.5~1mm,超细晶粒合金为0.5mm以下。我国硬质合金刀具已达细晶粒和亚微细晶粒的水平。
③TiC基和Ti(C,N)基硬质合金金属陶瓷:在YT,YG,YW合金中,WC是主要成分,并以Co为黏结剂;TiC基合金则以TiC为主要成分,不含或少含WC,以Ni-Mo作黏结剂。
④添加稀土元素的硬质合金:添加少量稀土元素,可有效提高合金的韧性和抗弯强度,耐磨性亦有一定提高。这类合金最适于粗加工刀具牌号,亦可用于半精加工牌号;在矿山工具、顶锤、拉丝模用硬质合金中亦有广阔发展前景。我国稀土元素资源丰富,在硬质合金中添加稀土的研究有所领先。P,M,K类合金都已研制出添加稀土的牌号。
⑤表面涂层硬质合金:涂层硬质合金的表面硬度和耐磨性完全反映TiC等涂层材料自身的性能,故可提高刀具寿命和加工效率,降低切削力,提高已加工表面质量。近20年来,涂层硬质合金刀具有了很大发展,在工业先进国家已在可转位刀具中占50~60%以上。
⑥梯度硬质合金:这是近年来发展起来的新品种,各层成分可根据需要加以调节。
山特维克可乐满的新款产品GC4220,得益于最新的牌号技术,拓宽了钢铣削性能的界限。
综述可知,各种硬质合金全都在提高水平,扩大其使用范围。在21世纪中,硬质合金刀具材料将重点在两方面发展:一是细化晶粒,提高韧性与抗弯强度,从而扩大应用,进一步代替高速钢刀具。将晶粒尺寸达到纳米级,抗弯强度可达到2.5~3.0GPa以上。二是发展金属陶瓷,用TiC和Ti(C,N)代替WC,以节约W资源;用Ni和Mo代替Co,节约Co资源。现在的问题是,金属陶瓷的韧性尚逊于WC基硬质合金,在这方面要加强研究,争取突破。怎么搭配眼影美白保湿面霜美白男士去皱眼霜口碑精油哪个牌子的好祛痘什么牌子的舒缓镇定好
上一页 1 2 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制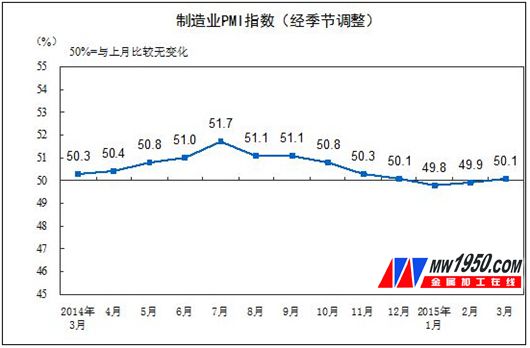 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

