可预见且无故障的切削
Patrick de Vos 山高首席技术培训经理
每个加工工艺的目标应该是在确保高生产率和低生产成本的同时,达到最大化的安全性和可预见性。为达到此目标,需综合权衡以下因素:工件的材料、形状和尺寸;机床;CAM系统;工件和刀具的夹紧;切削刀具的选择以及它们如何被使用。
1. 加工时可导致问题发生的变量
①切屑的形成和排出:这需要全面受控,否则,长切屑会引起生产的停顿并损坏工件、机床和切削刀具,甚至损伤操作工。对此,要彻底了解作用在刀具上的切削力,一旦失去了控制,加工中就会有刀具损坏、切削刃损坏和引发振动的风险,而上述所有的风险都会导致生产停顿和工件被错误加工。
②刀具磨损:这必定是持续的,比如后刀面磨损或月牙洼磨损。需要避免突发的刀具磨损(破裂或者剥落)。
③热:加工金属会产生很多热量,如不通过切屑排出,这些热量将集中在切削刀具或是工件表面,危害到已加工工件的品质。切削刀具上的温度高,将引起刀具材料切削金属的性能变化,从而有损刀具寿命。
上述因素都会使得工件在尺寸、形状、表面粗糙度和表面结构等方面难以获得符合要求的质量。为避免这些问题,必须仔细考量切削过程和不同要素之间的相互作用。而切削方法是至关重要的一个要素——我们可以在传统加工、高速加工、高进给加工或大批量加工之间进行选择,事实上,每个加工方法都有其优势和约束条件。这意味在给定条件下,不是每个方法都能提供相同的操作安全性。
2. 刀具材料和几何角度
就刀具材料和几何角度而言,与选择切削方法相比,一个精选的切削刃对于保证切削过程可靠而言具有最高的重要性。刀具材料必定要通过切削速度这个关联要素与工件材料相适应。切削刃几何角度也必须要精心加以选择才能真正服务于加工(如粗加工或精加工)的目标。这里的关联要素是进给量和切削深度。
3. 选择切削参数
正确选择切削参数,需要权衡是高的切削速度搭配较低的进给量还是较高的进给量搭配适中的切削速度?每个切削工况都需要正确地予以选择。切削速度要高到足以避免积屑瘤引起的磨损,但它也不应该高到让热-化学磨损模式起到主导作用的程度。切削深度和进给量的选择必须使得切屑形成和切削刃上的机械冲击(切削力)都能受到适当控制。
当安全性在金属切削过程(同时保持尽可能高的生产率时)中处于重要地位时,应该优先选择大的切削深度搭配适中的切削速度(经济的切削)。如果条件允许,且生产率权重在全局中大于生产成本时,切削速度还可以进一步提升。但是加工过程中更高的切削速度也将涉及更多的“不可预见的风险”。
刀具之良好范例
在加工过程中提高安全性,尤其是针对高风险的工况,山高的Jetstream刀具(一种高压直接冷却理念和系统)无疑是一个好的范例。这个理念已展示出其主要优势,诸如提高刀具寿命、更好的切屑控制、更高的生产率、更低的成本、工件表面更低的残余应力,更好的加工精度和更佳的表面粗糙度等等,以上罗列出的只是一小部分而已。
另一个范例是车削,在刀尖上使用山高刀具的修光刃几何角度(高进给车削理念)。这允许使用明显更高的进给量,使其在更快地取得良好表面粗糙度(生产率)方面更为容易,并能持续更长时间(更多的工件),而且,值得一提的是,它是一种更可控的方法(安全性高)。淘宝特卖网bb霜丝塔芙洗面奶润肤美白产品哪个效果好眼霜男士面部护理什么牌子好去痘印哪种均匀肤色好
当然,这里也有在铣削中基于传统补偿原理发展起来的高进给铣削。在这种方法中,追求无故障金属切削的高进给量的基本理念确实是优秀的。
总结
一种经济的金属切削工艺要求在保持最高生产率和最低生产成本的同时,达到安全性和可预见性的最大化。实现这一目标可能有多种多样的方法。在普通工况下,提高“你的进给量”这一理念为大部分工况提供了尽可能的最佳效果。
如若正确应用山高刀具,金属切削过程的可预见性便能获得显着提升,到达一个更高水平。
借助金刚石涂层的精密工具实现超精密轮廓铣削
摘自赛利涂层技术有限公司(CemeCon)涂层技术客户杂志
在工具和模具制造业中,要求越来越多的花丝结构和高的精度。许多制造商依赖于石墨电极,因为石墨相当耐热,且几乎不会显示出失真的倾向。而在运用现代化的机加工中心制造石墨电极的过程中,需要极其精确而稳定的铣削工具,以保障极小的公差范围。
对石墨电极的HSC加工,堪称工具和模具制造中一项最重要的程序。现在甚至能够生产出尺寸精确到μm的超精密三维轮廓,这种情况下金刚石涂层的精密工具是必不可少的——事实上,现在人们已经很少用无涂层的工具进行石墨加工了。在生产过程中,面对愈来愈高的进料速度和排屑量,以及越来越短的机加工时间,必须通过充分优化的工具才能实现。
让我们来看在Konigsbach-Stein的Zecha公司的应用案例,该公司拥有金刚石涂层的硬质合金铣削工具生产线,因而有机会印证拥有先进的工具和加工诀窍是多么重要。众所周知,人们不断研发工具的目的,主要是令工件表面更光滑且具有高精度。
金刚石涂层可延长工具使用寿命
要求公差在μm范围内,已经是最薄的防磨涂层对形状的精度、直径和实际旋转精度也会产生负面影响,这也将很大程度上影响工具的品质。Zecha的销售经理Arndt Fielen说:“我们的工具科技人员一直与CemeCon的涂层专家一起工作,成功合作了多年。他们发现了构建完美涂层的精确条件,而这一工艺完全适于我们精密工具的几何形状和材料特性,以及对粗糙和磨蚀石墨的加工。”
Zecha的石墨加工铣削工具方案,包括在两条产品线上的金刚石涂层VHM球头铣刀及R角铣刀。在大规模生产的场合,依靠其已确定的金刚石涂层和创新的几何形状,这些铣削工具可令加工在最佳成本下完成,直径范围从0.2至6.0毫米。Zecha的“高端生产线”是实现极小的公差范围和最长的工具使用寿命的铣削工具方案。实际测试已验证如下精度:直径公差10μm,形状精度为10mm(通常是2-5μm),实际旋转精度为3μm。
凭借Zecha的技术诀窍和CemeCon的技术,优化了这款带金刚石涂层的VHM微铣削工具,获得如同使用未加涂层的工具所能得到的相同的实际旋转精度。

 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制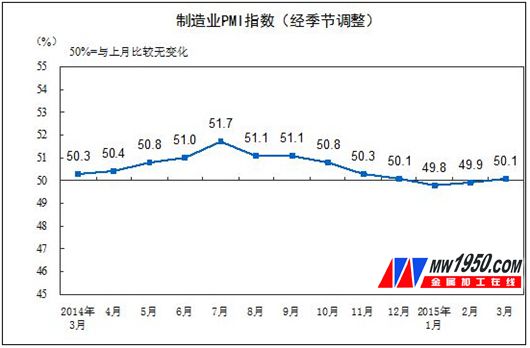 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

