文/吴家进
(台湾)精密机械研发中心 工具机产业发展组
刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库;改变了传统以人为主的生产方式。藉由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、搪孔、攻牙等。大幅缩短加工时程,降低生产成本;这是刀库系统的最大特点。
1. 刀库系统的主要构件
刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换;换刀机构则是执行刀具交换的动作。刀库必须与换刀机构同时存在,若无刀库则加工所需刀具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换,而失去降低非切削时间的目的。此二者在功能及运用上相辅相成缺一不可。
1-1 刀库
近年来刀库的发展已超越其为工具机配件的角色,在其特有的技术领域中发展出符合工具机高精度、高效能、高可靠度及多工复合等概念之产品。其产品品质的优劣,关系到工具机的整体效能表现。
刀库的容量、布局,针对不同的工具机,其形式也有所不同,根据刀库的容量、外型和取刀方式可概分为以下几种:
1-1-1 斗笠式刀库
一般只能存16~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。
1-1-2 圆盘式刀库
圆盘式刀库通常应用在小型立式综合加工机上。"圆盘刀库"一般俗称"盘式刀库",以便和"斗笠式刀库"、"链条式刀库"相区分。圆盘式的刀库容量不大,顶多二、三十把刀。需搭配自动换刀机构ATC(Auto Tools Change)进行刀具交换。
1-1-3 链条式刀库
链条式刀库的特点是可储放较多数量之刀具,一般都在20把以上,有些可储放120把以上。它是藉由链条将要换的刀具传到指定位置,由机械手将刀具装到主轴上。换刀动作均采用马达加机械凸轮的结构,此设计之结构简单、动作快速、确实、可靠,但是价格较高,通常为客制化产品。
1-2 自动换刀系统
自动换刀系统是CNC工具机的重要组成部分,主要是将加工所需刀具,从刀库中传送到主轴夹持机构上。刀具夹持元件的结构特性及其与工具机主轴的联结方式,将直接影响工具机的加工性能。刀库结构形式及刀具交换装置的工作方式,则会影响工具机的换刀效率。自动换刀系统本身及相关结构的复杂程度,又会对整机的成本产生直接影响。
数控工具机的自动换刀系统大概分为1.油压机构2.气压机构3.电气式凸轮机构。在不断追求速度及可靠性提升的数控工具机市场,凸轮式换刀机构就广泛的被采用。此设计只用一个驱动马达就可完成复杂的换刀动作,快速确实,除了换油外没有其他消耗零件及保养需求,故障率最少,寿命超过百万次以上。
一般具有ATC装置者都有ATC臂。换刀时若是需要在刀具库与主轴两处更换,则需要ATC臂来补助。但有些工具机并不需要ATC臂即可完成换刀动作。
上一页 1 2 3 4 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制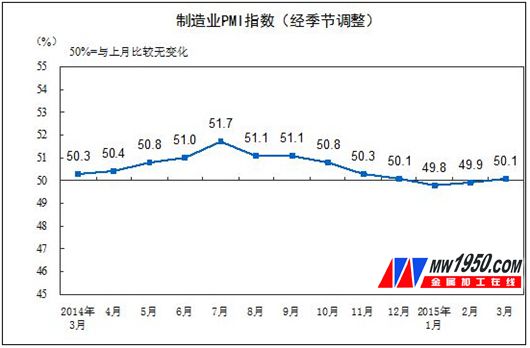 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

