我国超硬材料制品从品种、规格上讲可谓应有尽有,除报个别的产品因国内装备条件等原因 外,国外能制造的我们也能制造。但是为什么许多由国外引进的设备配套用的超硬材料制品 ,不能国内供应呢?关键还是其质量上的差距较大。由于国内超硬材料制品水平较低 ,造成国内一些单位在引进国际上先进的装备时,放弃一流的配备超硬材料制品的设备而使 用普通磨具配套的设备。95年5月笔者在访问机械部的官员时,一位负责轴承行业的领导不 客气的说:由于怀疑国内CBN磨具的质量水平,国内某轴承厂在引进日本20多台套轴承磨削 设备时都选择了普通砂轮配套的设备,以求设备在引进后不会因砂轮问题而停摆。 改革开放以来各行业从国外引进了不少先进设备,其中不乏用金刚石或CBN制品的设备,到 目前为止这些设备用的磨具或工具是否都已国产化了呢?恐怕还差得很远。就我所知,至少 金刚石绳锯、花岗岩板平用的铣磨辊、加工空调压缩机铸铁部件用的CBN磨盘、汽车行业用 的PCD和PCBN刀具、加工耐磨地砖用的各种磨辊、磨轮、倒边轮等,由于种种原因,国产品( 试验用)还未被大多数用户所接受。 笔者认为提高超硬材料制品质量应从以下几方面着手。
第一,提高磨粒质量(包括PCD及PCBN),增加品种,并做到按用途“对号入座”。制品质量好坏,磨粒是决定性因素。很难想象用MBD4金刚石制出的锯片除了价格便宜之外 ,会有多好的切割效果?因此要想解决石材、玻璃、陶瓷等硬脆非金属材料加工难的问题只 有努力提高高品级、粗颗粒金刚石的质量才是真正的出路。用中、低档金刚石去替代高档金 刚石的做法只能是权宜之计,对行业发展无补于事。为提高树脂结合剂制品质量必须解决好 RVD金刚石和CBNI磨粒的质量问题,同时要发展微晶结构的磨粒,大力推进镀敷磨粒的应用 。国际上先进国家树脂超硬磨粒磨具90%的磨粒是镀金属衣磨料,而我国恐怕还不足10%。
第二,研制多种结合剂配方,以适应不同设备类型、加工对象、加工方法等的需要。国内普 通存在的问题是结合剂配方少,因此对不同的加工要求很难一一满足。国外比较先进的超硬 磨具制造商,如德国的winter co.是一个年产金刚石及CBN磨具1000多万克拉的公司,其结 合剂配方多达100多个,根据不同加工对象、加工工艺方法、设备状况而选用不同的配方, 即使使用条件完全相同,还对用户不同的使用习惯而作出专门的调整,此外该公司的树脂结 合剂的每一种配方还有硬度等级之分,即分作J、N、R、T四级。举例如下:“K—888JYA” 这一组代号表示:K—888指加工硬质合金的树脂结合剂金刚石砂轮配方,J—指硬度为软级 ,Y—用作湿磨,A—指用铝合金作基体。无疑在这一点上我们有较大的差距。
结合剂的另一个问题是粘结剂的选用问题,仍以树脂结合剂为例,国内外基本上都以酚醛树 脂为粘结剂,少量采用聚酰亚胺做粘结材料。但即使同为酚醛树脂,在性能上、粒度上也存 在差异。例如winter co.所用树脂都是与合成树脂生产厂共同研究开发专用于超硬材料磨粒 磨具的改性酚醛树脂。我们曾用同种磨粒、相同配方做了对比,用winter co.提供的树脂与 国内某厂所产树脂做成同规格砂轮做磨削试验,结果winter co.的树脂做成的砂轮的磨削比 G值可高出50%~400%;在大刀的情况下更是无法相比,如当每行程进刀深度达0.08mm时, 国产树脂做的砂轮已无法继续使用,而winter co.树脂所制砂轮却毫无影响。据该公司迈也 尔先生介绍,树脂进厂后还要进行专门的加工处理,并特别重视粉碎技术。我们曾对其样品 进行了测试,其结合剂的粒度均细于40μm,其中7~28μm占到90%以上。淘宝网女装夏装新款保湿哪种产品祛斑效果好眼影胸部如何变大有效的抗疲劳眼霜什么牌子好眼线什么牌子的眼膜好用
对于金属结合剂制品来说,发达国家结合剂特点是,磨具主要以铜基为主,而且是将各成分 按配方比例熔炼制成合金,再加工成粉末,即所谓的预合金粉末。这种结合剂合金成分均匀 ,配比准确,热压时合金化程度充分、均一。另外还发展了多种特色结合剂,如脆青铜结合 剂、金属陶瓷结合剂等等。国内预合金粉末技术仍在开发试验阶段,还未大规模用于工业生 产。结合剂种类也较单一,对于难度大的加工对象或要求很高的生产效率并兼顾工件精度时 便力不从心。
石材建筑业用金刚石工具国外多以钴基结合剂为主,辅之以碳化钨基及铁基,总的来说产品 质量稳定可靠。国内出于资源及成本考虑已很少用钴基结合剂,而多以铁基为主,由于其中 的主要成分铁粉还没有专用于金刚石工具的牌号,即使是同一家厂的产品也往往质量难于稳 定,更何况石材、建筑行业设备、工装、加工条件的不同,人员技术素质的差异以及行业自 身的多样性等,结合剂过份单一是很难满足各方面要求的,配方的局限性让用户深感为难, 因此因质量问题的供需矛盾也尤为突出。
除应不断研制各种用途的结合剂配方外,还应不断研制开发新的结合剂品种,如新型陶瓷结 合剂(多孔陶瓷结合剂、高耐磨结合剂)、橡胶结合剂、橡塑结合剂、新型电镀金属结合剂( 适应于高速下使用)等等。
第三,提高工艺水平和产品标准水平是超硬材料制品质量提高的重要环节。在这方面除应不 断研究采用新的工艺方法外,还应不断借鉴国外的先进工艺方法为我所用。例如winter co. 各种结合剂制造的砂轮、锯片等普通采用制粒技术,以提高制品中磨粒分布的均匀性,并为 自动投料创造条件;自动化配混料系统是确保混料准确、混料均匀的工艺手段也已在大生产 中获得应用;磨具热压工艺采用温度、压力和时间的自动控制,保证了磨具的密度、熟化程 度;磨具的整形、修整和开刃工艺,使产品精度高、磨削锋锐性好,减少了用户使用中的麻 烦。这些工艺方法和措施还是我们应该认真学习和采用的。
在标准方面,虽然我国超硬材料制品标准历经修订,等效采用了国际标准或国外先进的企业 标准,但其关键的指标,如磨具的精度及动偏差比国外先进企业的标准相差较多,现将wint er co.企业标准中的关键指标列入下表。从表中可知,该公司标准中最有特色的是基体的尺 寸精度及磨具的动偏差要求都较高,这是我国标准中所缺乏的。

 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制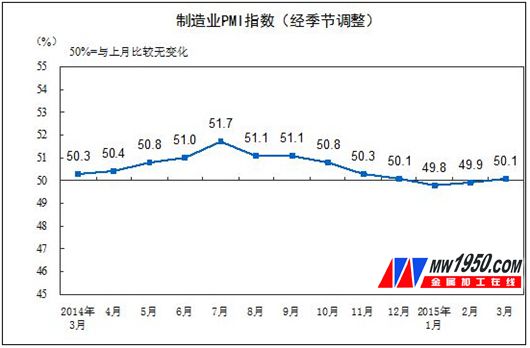 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

