郑州磨料磨具磨削研究所开发研制超硬磨具主要有树脂结合剂金刚石、CBN磨具陶瓷结合剂CBN、金刚石磨具两大类。超硬磨具作为高效率、高精度、低成本磨削首选工具,已汽车、轴承、电子、工具机床等工业领域得到了广泛应用。
1主要产品
树脂结合剂金刚石、CBN磨具
树脂结合剂金刚石、CBN磨具适于粗精磨硬质合金、超硬材料复合片、铸铁、工程陶瓷、铁氧体、有色金属、铁基硬质合金、高速钢、合金钢、轴承钢及模具钢等。主要产品有:
平行系列砂轮:该系列包括1A1、1L1、1F114A1型平面砂轮(砂轮最大外径?600mm),主要用于平面外圆磨削。
无芯磨砂轮:砂轮最大尺寸?500×150mm。适用于大批量圆柱、圆棒、适当厚度圆片及薄圆片组合柱状体磨削加工,如粗精磨硬质合金棒料、金刚石复合片、铁氧体棒料、精密陶瓷件、水晶片(组合圆柱状)等。加工效率高,砂轮磨耗小,工件尺寸精确稳定。
磨盘:最大外径?500mm。适于对片状工件双端面同时进行磨削加工,如对汽车发动机活塞环、叶片泵叶片、晶体冷凝器板、家电压缩机缸套、陶瓷阀芯及密封件材料进行高精度磨削。
异形砂轮:适于各类金属切削刀具、木工刀具及专用刀具加工,如磨削硬质合金钻头沟槽、钻尖,磨削聚酯切片刀、切纸刀等。砂轮磨削位可制成曲面,以适应各种异型刀具磨削。
薄片砂轮:最大外径?300mm,最小厚度1mm。适于高硬工件切割、刻槽及磨槽。砂轮能长期保持棱角值R<0.1。
陶瓷结合剂CBN、金刚石磨具淘宝网女装冬装新款面膜胶原蛋白价格瘦腿茶树精油去痘印卸妆牙线牙帖哪种好口碑晒后修复什么牌子好
陶瓷结合剂CBN、金刚石磨具具有磨削锋利、磨削效率高、形状保持性好、使用寿命长易于修整特点,特别适合高效率、高精度磨削,如磨削发动机凸轮轴曲轴、汽车挺杆、压缩机芯部件、轴承内径沟道、滚珠丝杠、丝锥及各种难磨削工具。
2新产品
纤维油石一种磨具新产品。该产品抗折强度高,用于电动、气动超声振动机上作超声振动磨削抛光或手持磨削抛光,对塑料模具、玉器工艺品等复杂异型型面进行磨削抛光首选磨具。
3磨削加工实例
粗磨冷激合金铸铁凸轮轴:砂轮型号:1A1(?600×25×305mm,CBNV);磨削速度:60m/s;工件:六缸柴油发动机凸轮轴(硬度为45HRC);磨削余量4~5mm。与刚玉砂轮相比,砂轮耐用度提高100倍,使用寿命提高约30倍,生产效率提高10%以上,直接工具成本降低10%,综合经济效益非常明显。
粗、精磨冷激合金铸铁凸轮轴:砂轮型号:1A1(?250×22×152.4mm,CBNV);磨削速度80m/s;工件:三缸发动机凸轮轴(45HRC);磨削余量5mm。粗、精磨一次完成,磨削效率、磨削质量均达到进口砂轮水平,综合磨削成本降低30%,性价比高于同类进口砂轮。
汽车挺杆内径磨削:砂轮耐用度200件,工件圆度0.4?m,锥度1.4?m,粗糙度Ra<0.2。
压缩机芯部件内径磨削:替代进口,成套砂轮用于进口生产线。
轴承内径磨削:砂轮耐用度:加工200件/修1次,生产效率提高30%。

 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制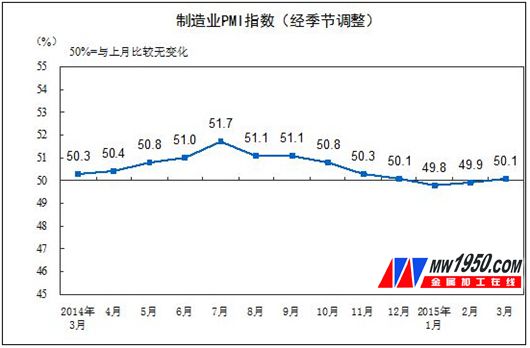 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

