作者寄语:中国品牌的大型、超长、重载滚动功能部件通过拼性能、拼质量、拼可靠性,定会迈上“以质取胜”的征程。让我们共同见证,在迎接新中国成立60周年之际,该类产品正用“替代进口,实现国产化,产业化”为国争光。
重工业化是发展的动力
上世纪中叶西方国家重工业迅猛发展,钢铁冶金工业、航空航太、重型军事装备、大飞机大船、大型发电设备、第一代核电站等,催生了一批大(重)型数控机床及大型、重载滚珠丝杠副产品。
例如:早期英国Coventry公司研制的直径203mm长1.83m(内装500个Ф15.075mm钢球)的重载滚珠丝杠副,能承受200吨载荷,用於炼钢设备;直径102mm长约11m用於核电站的耐热大型滚珠丝杠副。美国Beaver公司研制的直径127mm长12.5m的产品,则在大型雷达自动跟踪定位系统中大显身手。日本NSK公司也成功推出多款该类产品:用於超大型数控龙门铣床的滚珠丝杠副,直径140mm长15m、导程32mm。而直径300mm长16m自重达9.5吨的“巨无霸”滚珠丝杠产品,创世界之最。为了降低惯性力矩,NSK还曾推出滚珠蜗母条(Ball Rack),并成功应用於超长行程的重型装备。

本文作者黄祖尧先生,系中国机床工具协会滚动功能部件分会高级顾问、北京机床研究所教授级高工,享受国务院特殊津贴专家
英国LUCAS-Rotax公司专为飞机、航空航太、空港设备配套高可靠性大型空心滚珠丝杠副。近年来,德国的Rexroth、A.M、INA、BLIS;美国LSI、Thomson;西班牙的Korta、SHUTON;义大利的LICAT-UMBRA;日本的THK,以及中国台湾的HIWIN、PMI等公司都相继推出大(重)、超长滚珠丝杠副和大规格高刚度重载滚柱直线导轨副。
早期的大型滚珠丝杠副直径大,承载滚珠数量多(多列、多圈),多采用外插管循环方式,整体结构大而笨重。制造技术方面受工艺装备限制,长丝杠在螺纹磨床上多采用工件穿过主轴孔逐段接刀磨削的方式,或者采用分段制造再拼接至所需长度。螺纹的旋风铣削工艺虽然早已应用,但基本上还属於低精度软铣水平,多用於粗加工和半精加工。

图1 大型、重载滚动功能部件成为CIMT 2007、2009两届展会的亮点
进入21世纪,中国装备制造业的重工业化出现了快速发展的态势,这从最近几届的中国国际机床展会(CIMT)上便能看出,参展的大(重)型CNC机床以及大型、重载、超长滚动功能部件产品一届比一届更多,更有新意。以今年4月的CIMT 2009展会为例,滚动功能部件参展商中海外13家、大陆7家,他们都竞相推出大型、重载、超长产品,成为数控机床关键功能部件展品中十分引人注目的亮点。
汉江机床有限公司利用自行开发的SK7450×10m超长CNC丝杠磨床,整体精磨出10m精密滚珠丝杠副;南京艺工和博特精工都引进了德国Leistritz公司最新的pw300HP型8m CNC旋风铣床,硬精铣出整体8m以上的大型滚珠丝杠副(如图1);南京艺工、凯特精工、汉江机床公司、博特精工、大连高金均推出高刚度重载滚柱直线导轨副;博特精工还推出了用於冶金设备和军工装备的行星式滚柱丝杠副;台湾HIWIN公司则推出了高刚度重载交叉滚柱丝杠副,等等。
笔者认为:大型、重载、精密、高速这类高端产品在全球金融危机的大环境中,将成为近期带动中国滚动功能部件产业走出低谷、继续向前发展的主导产品。
上一页 1 2 3 4 5 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制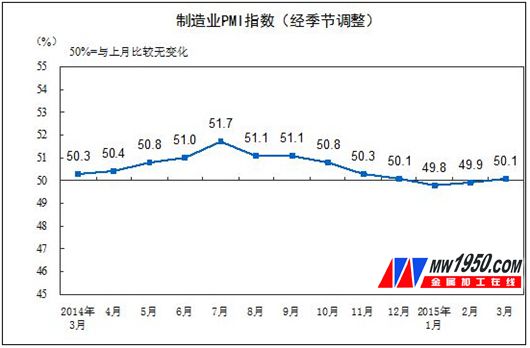 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

