涂层技术与材料、切削加工工艺一起并称为切削刀具制造领域三大关键技术。从1970年最先采用CVDTiN/TiC/TiCN到1980年开始PVD涂层技术,现代涂层技术现已经广泛应用到刀具、模具、零部件装饰产品上。采用涂层技术可有效提高切削刀具使用寿命,使刀具获得优良综合机械性能,从而大幅度提高机械加工效率。
涂层刀具近几十年来发展最快新型刀具。目前工业发达国家涂层刀具已占80%以上,CNC机床上所用切削刀具90%以上涂层刀具。由于认识问题、价格等因素,国刀具涂层技术与工业发达国家相比尚有很大差距,涂层刀具数量也差得很远,大致只占全部刀具20%.其数控机床加工心上使用得多一些,普通非数控机床上则少得可怜。
涂层刀具特点
涂层刀具结合了基体高强度、高韧性涂层高硬度、高耐磨性优点,提高了刀具耐磨性而不降低其韧性。涂层刀具通用性广,加工范围显着扩大,使用涂层刀具可以获得明显经济效益。一种涂层刀具可以代替数种非涂层刀具使用,因而可以大大减少刀具品种库存量,简化刀具管理,降低刀具设备成本。但刀具现有涂层工艺进行涂层后,因基体材料涂层材料性质差别较大,涂层残留内应力大,涂层基体之间界面结合强度低,涂层易剥落,而且涂层过程还造成基体强度下降、涂层刀片重磨性差、涂层设备复杂、昂贵、工艺要求高、涂层时间长、刀具成本上升等缺点。
常用涂层材料及性质
常用涂层材料
常用涂层材料有碳化物、氮化物、碳氮化物、氧化物、硼化物、硅化物、金刚石及复合涂层八大类数十个品种。根据化学键特征,可将这些涂层材料分成金属键型、共价键型离子键型。
涂层材料性质
金属键型涂层材料(如TiB2、TiC、TiN、VC、WC等)熔点高、脆性低、界面结合强度高、交互作用趋势强、多层匹配性好,具有良好综合性能,最普通涂层材料。共价键型涂层材料(如B4C、SiC、BN、金刚石等)硬度高、热胀系数低、与基体界面结合强度差、稳定性多层匹配性差。而离子键型材料化学稳定性好、脆性大、热胀系数大、熔点较低、硬度不太高。
这些涂层材料,用最多TiC、TiN、Al2O3、金刚石以及复合涂层。
TiC耐磨性好,能有效地提高刀具抗月牙洼磨损能力,适合于低速切削及磨损严重场合;TiN涂层具有低摩擦系数,润滑性能好,能减少切削热切削力,适合于产生融合磨损切削;Al2O3高温耐磨性、耐热性抗氧化能力比TiCTiN好,月牙洼磨损率低,适合于高速、大切削热切削;金刚石涂层硬度热导性高,摩擦系数很低,适合于有色金属合金高速切削;而复合涂层综合几种涂层材料特点,目前以双涂层三涂层组合居多。
常用涂层方法
目前常用涂层方法CVD(化学气相沉积法)PVD(物理气相沉积法),其它方法如等离子喷涂、火焰喷涂、电镀、溶盐电解等还存较大应用局限性。
CVD法利用金属卤化物蒸气、氢气其它化学成分,950~1050℃高温下,进行分解、热合等气、固反应,或利用化学传输作用,加热基体表面形成固态沉积层一种方法。CVD法工艺要求高,而且由于氯侵蚀及氢脆变形可能导致涂层易碎裂、基体断面强度下降,涂层硬质合金时还易产生脱碳现象而形成n相。近年来,、低温CVD法PCVD法开发成功,改善了原有CVD工艺。
上一页 1 2 3 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制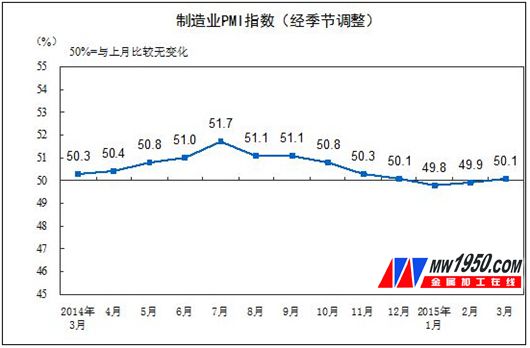 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

