高速加工是面向21世纪的一项高新技术,它以高效率、高精度和高表面质量为基本特征,在航天、汽车、模具制造、光电工程和仪器仪表等行业中获得越来越广泛的应用,并已取得了重大的技术经济效益,是当代先进制造技术的重要组成部分。
一般来说能称为高速加工中心的,其切削速度和进给速度为常规的10倍左右,也就是说主轴的转速超过20000r/min,甚至能达到60000 r/min;切削速度达到60m/min,甚至120m/min。不仅如此,为了降低辅助时间要求能在瞬间达到高速和在高速行程中瞬间准停。对于多轴联动的加工中心而言,同时要求在最短的时间内实现自动换刀,并最大限度地缩短切削-切削的时间。回转工作台和叉形主轴的运动速度,要高出传统传动方式5~6倍。要满足上述要求,就需要主机在具有高动、静刚度的同时,还要配备高性能的功能部件,如高速电主轴、直线电机、转矩电机、高速自动换刀机构和控制系统等。
高速加工中心主要功能部件的发展现状和趋势
1.主轴系统
对于高速加工中心而言电主轴已成为机床的核心部件,由于在高速加工领域中多采用小直径的铣刀(直径仅0.1~2mm),而要满足150m/min以上的切削速度就要求提高主轴的转速。目前,主轴转速在20000~40000 r/min的加工中心已经越来越普及,如瑞士Mikro公司的XSM400U。该设备的主轴转速已达到54000r/min,为了适应高转速所产生的温升、振动和位移,主轴轴承采用陶瓷轴承、磁力轴承和空气轴承替代了传统轴承;同时对主轴高转速带来的温升、位移和振动进行测量、修正和补偿,以确保主轴系统的高速度和高精度。目前德国的Kugler公司已生产出采用空气轴承的主轴最高转速达160000r/min的5轴高精度铣床,德国Fruanhofer正在研制300000r/min的高速主轴。
2.进给系统
对于高速加工中心而言,高的切削速度固然是主导因素,然而要实现真正的高效加工,提高进给速度和降低辅助时间尤为重要。
由于直线电机技术的迅猛发展,其速度高、加速度大、定位精度和跟踪精度高及行程不受限制的优势已充分体现在高速加工中心上,如德国德马吉公司的DMC75Vinear型高速加工中心,其快速进给速度已达到90m/min,加速度达到2g,相应的定位精度和重复定位精度也有大幅度提高,目前直线电机的发展已经提高到120m/min,甚至200m/min,加速度达到6g,当然如此高的加速度情况下提高机床的刚度就显得尤为重要。
对于多轴联动的高速加工中心、回转工作台和叉形主轴的摆动和回转是通过转矩电机实现的,它就和直线电机一样采用了直接驱动的方式来实现高转速和高加速度,其能达到的角加速度是传统蜗轮蜗杆传动的6倍,加速度可达到3g。
直线电机和转矩电机在高速加工中心上的组合应用为高速度、高精度和高的表面质量加工模具提供了最佳条件。
3.辅助系统
作为高速加工中心重要部件之一的自动换刀装置(ATC)的高速化也相应成为高速加工中心的重要技术指标。
快速自动换刀技术是以减少辅助加工时间为主要目的,在尽可能短的时间内完成刀具自动交换的技术方法,如采用机械凸轮机构的自动换刀装置,其速度要大大高于液压和气动换刀装置。日本SODIC公司生产的MC450立式加工中心所采用的换刀机构,刀-刀时间仅0.6s。同时为了提高自动换刀时间还采用了如多主轴换刀、双主轴换刀和多机械手换刀等方式,如奥地利ANGERG公司生产的多主轴加工中心,实现了切削-切削时间仅0.4s;德国CHIRON公司采用多机械手的换刀机构实现了切削-切削换刀时间仅1.5s。自动换刀机构的发展有力地推动了高速加工的实现。
4.CNC控制系统
要实现高速加工必须配以高性能的CNC控制系统,因为它是决定机床加工速度、精度和加工件表面质量等性能的重要因素。首先在加工高精度空间曲面时,复杂的刀具轨迹需要庞大的加工程序,因此,程序段处理时间的长短是决定CNC控制系统工作效率的重要指标。目前如海德汉的iTNC530数控系统,对程序段的处理时间可达0.5ms。除缩短程序处理时间外,控制系统还具有能以纳米的分辨率进行工作的Nurbs和样条插补功能,以便在高速加工的情况下获得高的加工精度和表面质量。另外,其还必须能与不同厂家的CAD/CAM系统进行连接,尤其对5轴联动加工,巨大的数据程序可以通过CAD/CAM系统经网络以很高的速度传送到控制系统上,最大限度的缩短调整时间和编程时间。
上一页 1 2 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制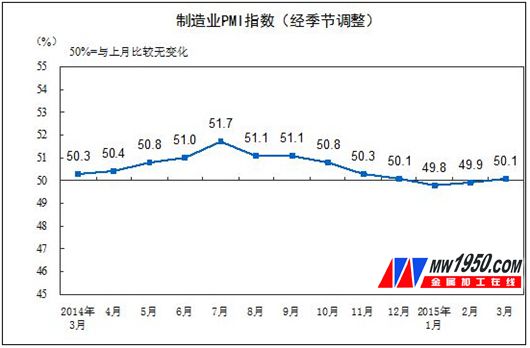 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

