但是,最近可转位刀片技术有了新的突破,能够使刀片稳固地定位于刀片座中,实现了切削刃稳定性的惊人改变。
该技术上的突破为更硬、更耐用的刀片材质的应用开启了一扇大门,可靠地缩短了加工循环时间,提高了生产效率。
不稳定性带来的威胁
目前,在数控车床上进行螺纹车削是很常见的。与其它车削刀具一样,可转位螺纹车刀性能也一直在不断地被提高。与大多数其他车削工序相比,进行螺纹车削时需要考虑的因素更多一些。但是,这并不意味着螺纹车削比其他加工更加困难。正确地选择刀具和应用技巧能够确保精确、高效地加工带有螺纹的工件。
实际上,螺纹本身的构造使螺纹加工中不能总是处于理想状态。需要使用与螺纹角度、圆角半径等基本相同的成形切削刃对螺纹进行加工,这意味着需要锋利且易受损的切削刃。此外,不论是加工细牙螺纹还是粗牙螺纹都需要应用非常大的进给。很多螺纹具有严格的质量要求,要求较高的精确度和加工一致性。还有一些是在难加工材料上进行螺纹加工。 综上所述,与其他普通加工相比,螺纹加工并不是可获得可靠、高效和较长刀具寿命的理想加工方式。
然而,细致地考虑一些因素,现在人们可以很容易地进行运行良好的螺纹车削,可以对螺纹车削工序进行优化,使其达到更高的生产效率水平。需要注意的要点是,螺纹车削的最终结果和加工成本直接取决于机床、配置、工件、刀柄、可转位刀片、加工方法、编程和切削参数之间的联系,其中不稳定性--具体指切削刃的不稳定性,被认为是对理想加工结果的最大威胁。
螺纹车削的潜在改进方面
在螺纹车削中,导致性能不佳和加工结果不理想的许多问题通常起因于对常见金属切削基本因素的疏忽,例如: 刀具悬伸的最小化、刀具稳定性的最大化、切削刃的中心高、适合切削参数的应用以及选择适合的刀具和加工方法等。 另外,仅在螺纹切削中会出现的其他因素包括每次走刀的切削深度、径向进给的方法以及为了获得足够的后角而设置的刀片倾斜角度――要根据由螺纹直径和螺距决定的螺纹螺旋升角来设置。
螺纹的最大特征是其螺纹牙形。螺纹牙形的变化极大地丰富了当今螺纹的类型,其中有一部分用于特定用途。螺纹牙形误差也是螺纹切削中导致质量不合格的最常见原因,也可能是由于公差或表面光洁度的偏差所导致的。当出现这种情况时,也意味着切削刃的使用寿命过早地结束了。
到目前为止,形成不正确螺纹牙形的主要原因之一是刀片在刀柄上缺乏稳定性。刀片的微移动会导致多种不利后果从而使刀具寿命缩短。其中一个主要的不利后果就是切削刃的破损,特别是在刀尖处的破损。通常可以通过选择替代的夹紧螺钉,在一定程度上改善稳定性--用T-Max U型螺钉代替快换螺钉的应用。但是直到目前,仍然难以解决刀片在刀片座上的完全固定。
螺纹车削中每次走刀的开始和结束意味着切削力的大小和方向有突然的变化。此时形成加工工序过程中最敏感的移动,也最容易受到刀片位移风险的影响。切削力作用于刀片螺纹牙形的顶端形成杠杆作用,迫使切削刃轻微地改变位置并且使刀片座中的支撑点变形。在螺纹车削的过程中,在每次走刀的开始和结束时产生交变的轴向力,而在切入后的切削过程中则保持相对的稳定。 不同方向施加在刀片上的切削力形成来回移动刀片的趋势。
螺纹类型的变化意味着切削力在方向及大小上的变化,但是刀片尺寸没有必要随着螺纹牙形的变化而变化,从而在刀片座提供不同的支撑程度。另一方面,相同的刀片尺寸会用于加工不同的螺距,这意味着加工较大螺距的刀片与加工较小螺距的刀片相比没有更多的支撑。如果刀片尺寸随着螺纹牙形和螺距的变化而变化,那么刀片和刀柄规格将不得不变得无法想象的大。
切削刃位移的主要后果是加工出超出公差的螺纹和刀片切削刃线的微小破裂。如果在加工出不合格的螺纹后不停止使用刀具,那么刀具磨损将会加剧。由于切削刃的磨损,会产生更大的切削力并出现更严重的切削刃位移,从而加速刀片的断裂。事实上,因位移而更换螺纹车削刀片的情况比因实际刀具磨损而更换的情况更多。
对于一些螺纹来说,螺纹牙形的精确度比其他因素更重要。螺纹的类型、用途和其他限制决定了是需要M级公差还是E级公差的可转位刀片。某些应用场合例如油气行业的密封螺纹对螺纹精度的要求就非常高,极小的公差要求使用精磨的可转位刀片。为获得一致的高质量螺纹,保证切削刃的精确位置具有决定性的影响。
刀片定位的另一方面就是转位精度。为了避免耗时的机床设置以及尽量减少或消除报废零件的产生,刀片在刀柄中的简易而精确的定位是很重要的。通常情况下,由于在螺纹表面上有出现阶段的风险,因此应尽可能地避免在两次走刀之间转位刀片。如果在两次走刀之间需要进行刀片转位,那么刀片的精确定位对于获得可接受的加工结果是关键。考虑到对机床停机时间的影响,在两次走刀之间的快速而简易地进行刀片转位也是很重要的。
螺纹车削的生产效率在很大程度上与螺纹车削刀具加工完成螺纹所需的走刀次数相关。 如果走刀次数太多,切削深度会很小,从而造成过度的刀具磨损和摩擦热,导致快速的后刀面磨损和塑性变形。小切深也经常对切屑成形造成不利的影响,生成薄而难以控制的切屑。较少的走刀次数需要应用更大的切削深度,但是切削刃要承受更多的载荷。通过优化走刀次数,缩短加工螺纹全长所需的时间并改善吃刀量。大切深产生更高的切削力,从而增加刀片在刀座中发生位移的趋势,更需要刀片的可靠定位。
螺纹的另外一个典型参数是螺距,并且它在某些情况下可能是导致零件误差的原因。大多数螺距误差来自数控系统,当消除了任何关于机床、控制装置、设置和编程的误差时,可转位刀片在刀柄中的稳定性以及进给方法这两个因素可能会影响到螺距。螺距是一个零件设计方面的因素,通常情况下细牙螺纹对公差要求更严格,就切削而言,由于每毫米或英寸更多的螺纹数(进给率较小),加工细牙螺纹需要花费更长的时间。螺纹的螺距越大,则需要更高的进给率,并会产生更大的切削力,也就需要非常稳固的刀片定位。
解决方案 ―― 实现刀片的整体稳定性
因此,基于诸多原因,螺纹车削刀片在刀片槽中定位和锁紧的质量对实现高生产效率、安全操作和一致的零件质量起到决定性的作用。采用过去的刀片锁紧和定位方案,在很多情况下都不可能把刀片紧固在刀片槽中。定位方法、刀垫的夹紧和简易的转位等要求意味着妥协,刀片制造方法的限制也妨碍实现非传统解决方案的可能性。


 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制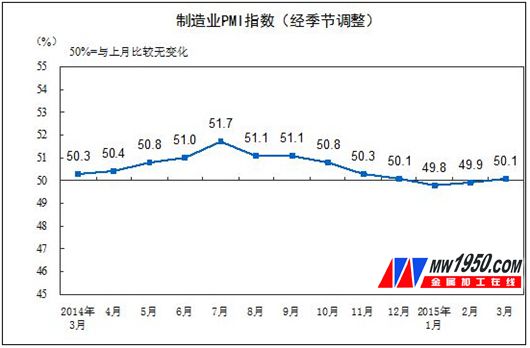 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

