高速切削技术是目前机械加工领域中的最前沿技术,又是一门综合交叉性的学科。本文主要介绍了高速加工机床、高速切削刀具和智能刀具的情况。
高速切削具有:金属切除率高于常规切削5-10倍;切削力比传统切削低约30%,切削变形小;被加工表面有较低的切削热;易于实现无振动切削;精加工成本低等诸多的优点。
高速切削技术的实施主要取决于机床、刀具、加工方法和冷却技术的实施。当前高速机床和高速刀具技术发展较快,并由此产生出许多关键性技术。有高速电主轴系统、快速进给系统、高速高效CNC控制系统、高速切削刀具材料和刀具结构、高速切削刀柄系统、高速切削加工的安全防护与实时监控技术等,这些关键技术对高速切削技术的发展和应用起着决定性的作用。而先进加工方法和冷却技术研究相对来说还比较落后,当然这取决于高速切削机理研究的相对落后。
高速切削技术是一个工程科学问题,影响因素众多,且各因素又是相互制约,相互关联与耦合。包括了力学、机床动力学、热力学、化学、材料学、摩擦学和经济学等,所以说高速切削技术是一门综合交叉性学科。
高速切削机理研究的主要内容
高速切削机理研究主要从四个方面来进行:高速切削过程和切屑成形机理;高速加工基本规律;各种材料的高速切削机理;高速切削虚拟技术。其中:
(1)高速切削过程和切屑成形机理的研究是针对高速切削加工中切屑成形机理、切削过程的动态模型、基本切削参数等反映切削过程原理的研究来进行。
(2)高速加工基本规律的研究是针对高速切削加工中的切削力、切削温度、刀具磨损、刀具耐用度和加工质量等现象及加工工艺参数对这些现象的影响规律进行研究;提出反映其内在联系的数学模型、实验方案和试验数据处理等间题。
(3)各种材料的高速切削机理研究是针对各种工程材料在高速切削下的切削机理,包括轻金属材料、钢和铁、复合材料、难加工合金材料等。通过系统的实验研究和分析,建立高速切削数据库等。
(4)高速切削虚拟技术研究是针对在试验研究的基础上,利用虚拟现实和仿真技术,虚拟高速加工过程中刀具和工件相对运动的作用过程,对切屑形成过程进行动态仿真,显示加工过程中的热流、相变、温度及应力分布等,预测被加工工件的加工质量,研究切削速度、进给量、刀具和材料以及其他切削参数对加工的影响等。
高速机床研究的主要内容
高速切削加工机床与普通机床的主要区别在于高速机床必须能够提供高的切削速度和满足高速切削加工下的一系列功能要求。
适合于高速运转的主轴单元及其驱动系统
高速主轴单元的设计,是实现高速加工的最关键的技术领域之一,同时也是高速加工机床最为关键的部件。它不仅要能在很高的转速下旋转,而且要有高的同轴度、高的传递力矩和传动功率、良好的散热或冷却装置,要经过严格的动平衡矫正,主轴部件的设计要保证具有良好的动态和热态特性,具有极高的角加减速度来保证在极短时间内实现升、降速和在指定位置的准停。
有快速反应的进给系统单元和数控伺服驱动系统
高速机床在高速切削加工时,随着主轴转速的提高,机床进给速度和其加、减速度也必须大幅度提高,以保证刀具每齿或工件每转进给量基本不变,否则会严重影响工件加工的表面质量和刀具寿命。同时机床空行程运动速度也必须大大提高。现代高速加工机床进给系统执行机构的运动速度要求达到(40-120)m/min,进给加速度和减速度同样要求达到(1-8)g。
机床进给驱动系统的设计必须突破传统一般数控机床中的“旋转伺服电机+普通滚珠丝杠”的进给传动方式。在结构形式上采取的主要措施有:大幅度减轻进给移动部件的重量,在结构上实现“零传动”,即直接采用直线电机驱动;采用多头螺纹行星滚柱丝杠代替常规钢球式滚珠丝杠以及采用无间隙直线滚动导轨,实现进给部件的高速移动和快速准确定位;采用快速反应的伺服驱动CNC控制系统。
有一个高效、快速的冷却系统
在高速切削加工过程中单位时间内切削区域会产生大量的热量,如果不能使这些热量迅速地从切削区域带走,不但妨碍切削工作的正常进行,而且会造成机床、刀具和工具系统的热变形,严重影响加工精度和机床的动刚性。
高效、快速的冷却系统是利用高压喷射装置把压力为7MPa、流量为60 L/min左右的高压冷却液射向机床的切削部位,进行冷却,消除切削产生的热量。
也可以采用大量冷却液以瀑布方式由机床顶部淋向机床工作台,把大量的热切屑立即冲走,始终保持工作台的清洁,并形成一个恒温的小环境。
高刚性的床体结构
高速切削加工机床在高速切削状态下,一方面产生的切削力一般作用在床体上;另一方面因速度很高,还会产生较大的附加惯性力作用在床体上,因而机床床身受力较大。设计时必须要求其具有足够的强度、刚度和高的阻尼特性。此外,高刚性和阻尼特性也是高速加工中保证加工质量和提高刀具寿命的需要。
安全防护装置和实时监控系统
在高速切削加工过程中,若刀具断裂,其初速将如同子弹一般,易于造成危险和人身伤害。为此,机床工作时必须用足够厚的钢板将切削区封闭起来,同时还要考虑便于人工观察切削区的状况。除此之外,工件和刀具必须保证夹紧牢靠,必须采用主动在线监控系统,对刀具磨损、破损和主轴运行状况等进行在线识别和监控,确保人身和设备安全。
要有方便可靠的换刀装置
通过新型换刀结构设计,要保证高速切削加工下换刀方便、可靠、迅捷,换刀时间短。这也是高速切削加工过程中所必需的。
机床具有优良的热态特性和静、动态特性
高速切削加工情况下,单位时间内其移动部件间因摩擦产生的热量较多,热变形较大。
机床结构设计必须保证其在内部热源和外部热源作用下,不能产生较大的热变形。为此,高速切削加工机床上一般要采取特殊的冷却措施,来冷却主轴电机、主轴支撑轴承、直线电机、液压油箱、电气柜等,有的甚至冷却主轴箱、横梁、床身等大构件。
因高速切削加工下的动态力(惯性力、切削力、阻尼力等)和静态力(夹紧力等)较大,机床各支撑部件和其总体必须具有足够的动、静刚度,不致产生较大的力变形,保证零件的加工精度和加工的安全性、可靠性。
上一页 1 2 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制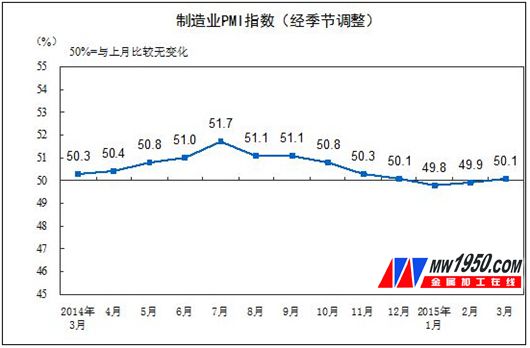 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

