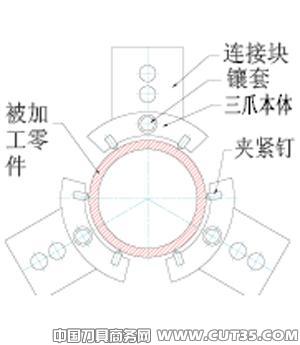
图1 浮动三爪夹紧
薄壁件的加工和夹紧一直是业界的难题之一,现场加工方法很多,但适合于大批量生产的方法不多。我们采用了一种浮动三爪夹具,不需要过大的夹紧力就可实现薄壁件加工的定位和夹紧,大大改善了加工效果。
众所周知,薄壁件夹紧外圆进行车削加工时,在夹紧力的作用下,零件易产生变形,从而影响加工精度,工件尺寸公差不易保证。
以目前我公司加工的一种出口件8T-4556的加工为例,其外圆直径412mm,壁厚为25mm,属薄壁件,且毛坯为锻造方式生产,存在外形不规则的特点,工艺要求在以外圆为夹紧定位基准的前提下,车削端面和内孔,内孔尺寸公差带只有0.08mm。试制该零件时,我们曾采用传统的软三爪夹紧外圆的方式,夹紧时工件易变形,影响加工精度,同时,由于毛坯外圆不规则,夹紧定位不稳定,为了减少变形,需减小夹紧力,但这样可能会出现夹不紧的情况。
对此,我们突破传统的通过加大装夹接触面积(加开缝套筒)的方式,采用了一种六点定位夹紧的浮动三爪(如图1),在实际应用中取得了较好的效果。
上一页 1 2 下一页
 三菱综合材料低切削
三菱综合材料低切削 三菱综合材料可转位
三菱综合材料可转位 山高:Jabro-Solid2
山高:Jabro-Solid2 汽车刹车盘的高速加
汽车刹车盘的高速加

