
使用镗孔 – 内圆车削 – 刀具的选择受到零件孔径和长度 (孔的深度及悬伸) 的极大限制。一般原则是选择最短悬伸和尽可能大的刀具尺寸。为工序选择正确的刀具并正确地应用和可靠地夹紧,可将刀具偏斜和振动减至最小。
小零件加工
在滑动刀架机床上进行小零件加工,推荐使用CoroTurn 107和CoroTurn XS刀柄。
刀具选择
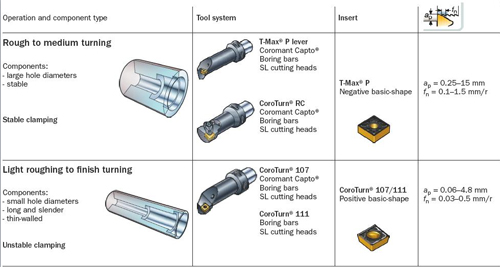
T-Max® P杠杆设计,具有良好排屑性能
大孔径内圆车削的首选系统。
CoroTurn® RC
用于大孔径内圆车削。
CoroTurn® 107
小孔径和中孔径的首选系统。
CoroTurn®111
在需要大正前角切削刃时,替代CoroTurn 107
CoroTurn® SL
一种基于可互换切削头的内圆加工模块化刀具系统,也提供镗杆和接杆。
选择刀片形状
在内圆车削中,使用正前角基本形状刀片比使用负前角刀具产生的切削力低,因此更有优势。小刀尖角以及小刀尖半径,也有利于降低切削力。
选择主偏角
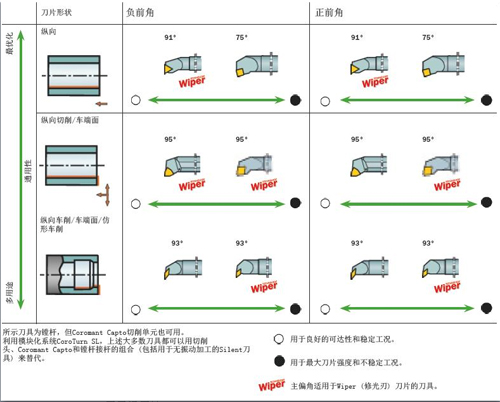
镗削刀具的主偏角影响轴向和径向力的方向和大小。大主偏角产生大的轴向切削力,而小主偏角导致较大的径向切削力。因此,对于该工序推荐选择接近90°的主偏角,并且绝不要低于75°。
推荐值
用于最优化
选择方形刀片和75°主偏角的刀柄。
用于通用性
选择80°菱形或三角形刀片和95°主偏角的刀柄。
用于多用途
选择55°菱形刀片和93°主偏角的刀柄。

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

