
在进行内孔仿形切削时,刀具既承受径向切削力,又承受切向切削力。径向切削力试图将刀具推离工件,切向力试图将刀具下推并使其远离中心线。在镗削小直径孔时,刀片的后角应足以避免刀具和孔壁接触,这一点特别重要。
小零件加工
在滑动刀架机床上进行小零件加工,推荐使用CoroTurn 107和CoroTurn XS刀柄。
刀具选择

T-Max® P 杠杆 设计用于获得良好排屑性能。
大孔径内圆车削的首选系统。
CoroTurn® RC 用于大孔径内圆车削。
CoroTurn® 107 小孔径和中孔径仿形车削的首选系统。
CoroTurn® TR 使用SL系统时的首选系统。
CoroTurn® 111 在需要大正前角切削刃时,替代CoroTurn 107
CoroTurn® SL 一种基于可互换切削头的内圆加工模块化刀具系统,也提供镗杆和接杆。
选择刀片形状
在仿形车削中,切削会随着切深、进给和切削速度而变化。
应选择最大的合适的刀片刀尖角以获得高强度、经济性和高可达性。
选择主偏角
主偏角和刀片刀尖半径都是影响可达性的重要因素。必须分析工件外形以选择最合适的仿形角。
必须考虑工件和刀片之间最小2°的自由切削角。
但是,考虑表面质量和刀具寿命原因,推荐至少为7°。
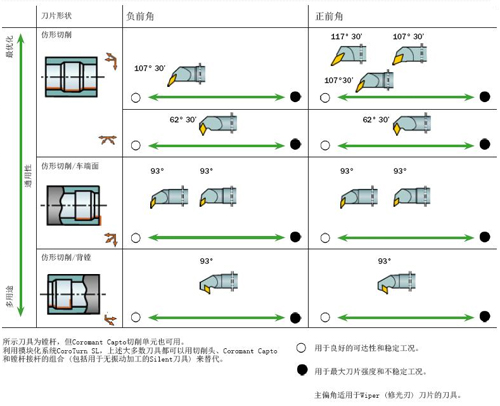
推荐值
用于最优化
选择55°菱形刀片和107° 30’主偏角的刀柄。
推荐使用117°30’主偏角的刀柄加工退刀槽。
沿所有方向仿形切削
选择55°菱形刀片和62° 30’主偏角的刀柄。
仿形切削/车端面/背镗
选择55°菱形刀片和93°主偏角的刀柄。

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

