高质量机床的生产取决于专业的、高质量的机床配件,其中最重要的莫过于刀具。这就需要系统供应商的通力合作,既技术质量与高标准的服务有机结合。
用户希望我们能按要求的标准生产,而系统供应商对我们承诺的服务是我们能还取得成功的关键。德国Därries Scharmannn技术公司NC 生产部门主管Michael Bleckmann 解释说:不适当的服务支持造成的问题是我们无法承受的。这恰恰与工艺装备的情况相似。在高档机床的生产方面,我们只与能够为其产品提供广泛而可靠服务的供应商合作。对于精密撞削也是这样,我们已与Wohlhaupter 公司在DigiBore 精密镗刀方面合作有年。只有配用顶级工具才能保证我们生产的产品具备顶级质量。
广泛应用于核心工业部门的高档产品
DST 主要生产用于镗、铣、车、磨的大、中型机床(图l ) ,品牌包括Därries 、Droop+Rein、Scharmann 、Berthiez 和Mecof 。从立车和加工中心(Därries)开始到龙门式和高速加工中心(Droop+Rein) ,产品范围包括:卧式加工中心和滑枕式镗铣床(Scharmann) ,立车和磨床(Berthiez)以及立、卧加工中心(Mecof)。

图1 Därries Scharmannn技术公司主要经营高档、大型镗床、铣床、车床和磨床
DST为很多重要工业部门开发了多种高质量的解决方案,大多是一次性的特殊订货。这些方案包括汽车工业中冲压模具的制造和柴油机制造,飞机结构件制造、航天工业的起落架支柱和火箭发动机系统,能源工业的涡轮增压器、齿轮箱、风电发电设备,建筑机械及通用机械工业的轧机等等(图2 )。
图2 DST 服务的重要工业部门包括汽车、航天航空、能源和通用机械工程等
Bleckmann说:“在M önchengladhach 工厂,DST公司生产立车和和卧式加工中心及集团内其他企业所生产机床用的主要部件和辅助零件。这此零部件包括机床床身、齿轮箱、主轴箱及角铣头和叉铣头等,这些零件有的只单件生产或小批生产。这些加工都需要精镗加工,现在工厂使用就是由Wohlhaupter公司提供的DigiBore精膛刀进行加工。DigiBore刀具用于加工齿轮箱、角铣头或主轴箱上的轴承孔等。总之,就是用于轴承座这类精度要求很高的地方。有些情况下,孔直径的公差要求必须达到数千分之一毫米。”
显然,特别适用于这种用途,而仅仅三、四年前的加工效果还很难让人满意。以前,我们用的刀具是另一家的产品,所提供的售后服务质量也不太好,而且对加工质量的提高的确没有什么作用。Bleckmann 说:“在那时,有的售后服务人员甚至过门而不入。”咨询和现场服务简直就如同介绍根本不存在的新产品的开发信息。作为一家高科技生产商,有些事情是我们无法承受的,因此我们转而采用DigiBore 系统,用于精镗加工,不再使用以前那家刀具供应商的产品。
长径比要求采用半标准化解决方案
上年年底WohlhauPter提供的半标准化刀具在超精镗方面就是一个工程技术与服务完美结合的最好实例。Michael Bleckmann 说:“我记得,我接到过一个工期只有三周的专用角铣头项目,当时,我必需开发一种加工策略并着手编制加工工艺。于是我去Wohlhaupter 找Potratz 先生。我们一起反复研究了工装和各项细节,例如直径、重量和长度。技术咨询与销售经理Jost Potratz强调:“由于需要对铣头深800mm ,直径240mm 的孔进行精镗,而要加工的这种铣头孔径已超出标准DigiBore刀具的应用范围,因此需要专用连接设备。一但我们确定基本方案,我就将其转给公司的销售部门具体执行。”最后确定定购五套半标准刀具,在其加工过程中,出现任何问题或要作任何变动都可以立即得到解决。
刀具长度减小到要求的4O0mm,使用源自MultiBore模块化镗削系统的轻型结构的标准铝制联接模块。这种结构具有强度高,伸出长度大的特点,而且,它还能最大限度地同心度误差和径向跳动。在测量直径为24Omm时,这种结构刀具性能远超过最大加工直径208mm 的标准刀具,而且经过精心动平衡,平衡质量为2.5(图3 )。
 搭配图片非常好左旋肉碱有副作用吗润肤补水保湿产品排行榜日霜防晒什么牌子的好有效的什么牌子的隔离霜好
搭配图片非常好左旋肉碱有副作用吗润肤补水保湿产品排行榜日霜防晒什么牌子的好有效的什么牌子的隔离霜好
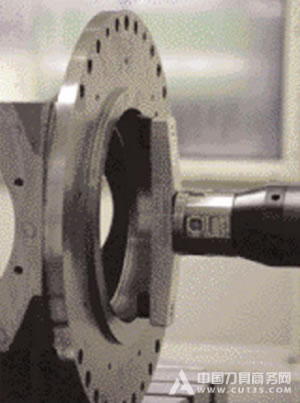
图3 这种数字式精镗刀的最大镗削直径达240mm , Wohlhaupter 提供的DigiBore配有专用连接件并经过精确平衡
Michael Bleckmann 先生说:“我们现在卧式机床上使用DigiBore进行精镗加工,可实现的最好直径公差在千分之-3/+2范围内。”如他所述,通常只有磨削加工才能获得如此之高的公差等级,这种刀具加工出的工件表面质量非常好。他认为:“精镗加工不仅能提高效率,而且还可以替代磨削加工,而且磨削时不能以25°角接近加工区域。这类工件只能采用精镗加工。因此,我们必须与刀具供应商保持密切联系。在此重要领域,DST无法承受任何风险。”
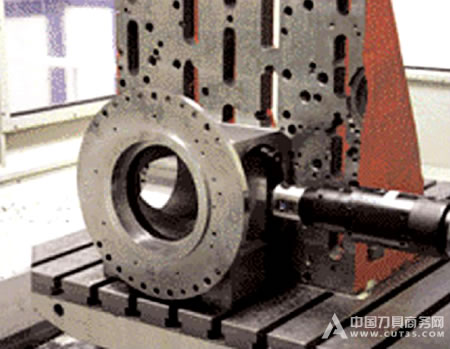
图4 用于三面加工的这种角度铣头轴承孔要求的加工公差为数千分之一毫米
自从将这种半标准化刀具用于加工具有类似要求的系列工件以来,总体表现甚佳,完全令人满意。这种应用补充了DigiBore的系列型谱。DST公司使用的标准DigiBore刀具的加工直径范围为12-208mm ,这样就扩展了标准辅件型谱,即向下伸长了3mm 。对这种用途,DigiBore 不能单独使用,但利用HSK-A63 接口就可以了。WohlhauPter 公司国内销售经理Thomas Dünnehier 强调:“自平衡系统能使其以16000r/min 的转速运行,采用直接测量和数字显示,保证操作简便。”

图5 Thomas Dünnehier, JostPotratz 和Michael Bleckmann (从左到右)正在准备另一个项目,以期进一步突破DigiBore 的加工长度和直径极限
加工过程可靠性与提高生产率和经济性在直接联系
关于DigiBore 的应用情况,Bleckmann 及其它工作人员都对其非常满意:“刀具进给是预先确定的,不需要不断测量和反复调整,因而可以让操作工人去干别的工作。最重要的是其加工精度稳定,精度重现性好。使用这种刀具,我们机床能始终如一地加工出具有相同质量标准的工件。”
Thomas Dünnehier :认为,这种加工过程的可靠性对高生产率和成本控制具有直接影响。实践证明,这类精密刀具具有极好的经济性,例如,现在所用刀具的磨损要比以前使用的刀具系统低得多。DST 的责任工程师表示:自平衡能力不仅能保证在所加工的整个直径范围内保持很高的尺寸精度有表面加工质量,而且延长了刀具的使用寿命。特别是在加工深孔时,这一点令人印象深刻。由于现在的可分度刀片能加工完整个孔深,所以能防止加工时孔出现锥度;这曾经是我们要解决的一个大难题。这种新型刀具的运行比以前所用刀具更为顺滑,减小了机床,特别是主轴的受力变形。
Michael Bleckmann 以6个刚在机床加工完成的角铣头为例,说明已经在日常生产中使用DigiBore刀具进行生产。这种车床用标准刀具配置可以从三个面对轴承孔进行加工。他说:“由于一直要利用主轴进行加工,此处的关键是长径比问题。在实际应用中,从机床性能到主轴变速,到刀具全都要匹配。”Potratz 说:“这是两公司成功合作的一个生动实例。DST 的专长是使用高精度机床制造复杂产品,WohlhauPter 公司则是为其制造业务提供尽可能好用的刀具。”
推出新型刀具,更上一层楼
WohlhauPter 公司最近再次证明其接受挑战的能力。该公司最近接了一个项目,是要在主轴箱生产中,要加工直径700 mm ,长2000 mm 的孔(图5 )。项目准备工作刚刚结束,Michael Bleckmann 将再次召集WohlhauPter 的专家们。经审核图纸,这对合作伙伴决定再次采用半标准化方案。Potratz 说:“得到部件尺寸后,对这个项目,我们需要召集所有专家。为保证DST公司能在所有可能的生产发展中受益,WohlhauPter 正在准备将长期积累的专业知识、创新技术能力和强有力售后支持投入这个项目。” Bleckmann说:“这就是我们对合作伙伴寄予很大希望的原因所在。最终,这种工艺不仅仅使DST 受益,我们的其它用户也将从中受益。WohlhallPter 正是我们需要的合作伙伴。”

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

