冷硬铸铁和耐磨合金铸铁的特点
冷硬铸铁和耐磨合金铸铁是生产中常用的耐磨材料。冷硬铸铁也称激冷铸铁,它是在铸型中放置冷铁,以加快铸件的冷却速度而得到的。冷硬铸铁的典型化学成分为:C含量3%~3.5%,Si含量0.5%~0.7%,Mn含量0.5%~0.7%,P含量<0.4%,S含量<0.07%。冷硬铸铁的特点是表面部分发生白口化,硬度和耐磨性大大提高,内部仍保持灰口组织,以防整体脆化。激冷表层硬度达HRC60左右,压延机轧辊就是一例。
激冷镍铬铸铁也属此例。激冷镍铬铸铁Ni含量为4%,Cr含量为1.1%,Ni使珠光体与石墨细化,增加了铸铁的强度与耐磨性。加入Ni还能提高热强性。激冷镍铬铸铁的硬度可达HRC60,常用来制造轧辊。
高铬铸铁是高温耐磨铸铁,其典型成分为:Cr含量22%~25%,Si含量1.2%,Mn含量0.3%~0.75%。Cr的加入可提高铸铁的耐磨性,因为Cr能在铸件表面形成致密的保护膜Cr2O3。Cr的加入也生成碳化物,提高了铸铁的硬度与强度。高铬铸铁可用来制造在800℃以上高温下工作的耐磨件。
钻探中用的泥浆泵,是用耐磨合金铸铁Crl5Mo3制造的,其硬度达HRC62,是目前最难切削加工的金属材料之一。
冷硬铸铁和耐磨合金铸铁的切削加工特点
(1)冷硬铸铁和耐磨合金铸铁是典型的硬脆材料,表面硬度很高。粗加工时,单位切削力达3 000 MPa,强烈的冲击极易引起振动,加剧刀具的磨损。
(2)冷硬铸铁常被用来制作各种轧辊,结构尺寸大,加工余量也大,车削时要采用较大的切削深度和进给量,对刀具的强度和工艺系统刚性要求较高。
(3)冷硬铸铁和耐磨合金铸铁具有高硬度和较高的热强度。特别是大件,切削时刀具连续工作时间长,刀具的温度很高,容易出现刀体变形或焊接刀片开焊的现象而使刀具损坏。
(4)冷硬铸铁表层组织为白口,性质硬而脆,当刀具切入或切出时,容易出现崩边现象,造成废品或损坏刀具。
(5)毛坯表面加工余量不匀和气孔、砂眼等铸造缺陷使切削时冲击较大,也容易损坏刀具。
(6)冷硬铸铁和耐磨合金铸铁的切屑呈碎状,且瞬时温度很高,应防止崩入眼内或内衣中,造成对操作者的身体伤害。
切削冷硬铸铁和耐磨合金铸铁时刀具材料的选择
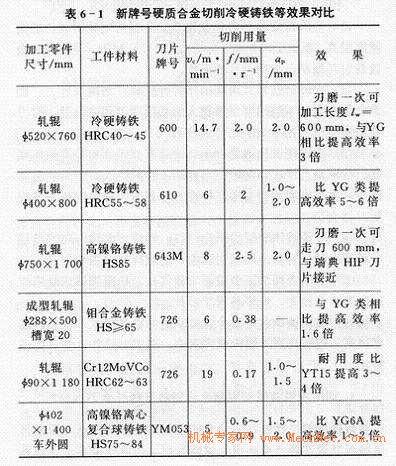
根据冷硬铸铁和耐磨合金铸铁的切削加工特点,要求刀具材料红硬性高、耐冲击、耐磨性好、抗弯强度高、导热系数大。可选用含TaC或NbC的K类新牌号硬质合金,如600、610,643、643M、726,YS2,YM0511 YM052、YM053等,切削效率和刀具耐用度比使用YG3、YG6、YG6A等高得多(见表6-1),也可选用陶瓷刀具材料。
切削加工冷硬铸铁和耐磨合金铸铁怎样选择切削用量
根据冷硬铸铁和耐磨合金铸铁的切削加工性能,在选择切削用量时,必须考虑切削用量对刀具耐用度的影响。根据不同的切削对象和刀具材料,切削速度、进给量和切削深度应进行合理组合。
采用硬质合金刀具时,应选用较低的切削速度,适当加大切削深度并尽可能减少走刀次数,以提高刀具耐用度。粗车时Vc=8~12 m/min,αp=5~10 mm,f=0.5~1.0 mm/r;半精车时,Vc=15~20 m/min,αp =0.5~2 mm,f=0.1~0.3 mm/r。
采用陶瓷刀片应取较小的进给量和尽可能高的切削速度,一般Vc=40~60 m/min,αp =0.5~2 mm,f=0.3~0.6 mm/r。
采用PCBN刀片时,切削速度可以提高到70~80 m/min,αp =0.5~2 mm,f=0.1~0.3 mm/r。
氮化硅陶瓷刀具车削冷硬铸铁的优点
氮化硅陶瓷具有高硬度(HRA94)、高强度(抗弯强度为1050~1450 MPa)、良好的自润滑性能、低摩擦系数及抗粘接性能。使用氮化硅陶瓷刀具车削冷硬合金铸铁有以下优点:
(1)切削速度高:冷硬合金铸铁的硬度为HRC50~52(HS67~70),用YG8硬质合金刀具车削,切削速度为5 m/min左右。而用氮化硅陶瓷刀具时切削速度则是25~35 m/min,为硬质合金刀具的5~7倍。又如,用硬质合金刀具车削冷硬铸铁轧辊(HS71~73),切削速度为6.8 m/min,而用氮化硅陶瓷刀具时切削速度为23 m/min。
(2)耐用度高:用YG8硬质合金车削冷硬合金铸铁(Vc=5.3 m/min),当后刀面磨损0.8 mm时,切削路程为360 m;而用氮化硅陶瓷刀具以28 m/min的切削速度,后刀面磨损0.8 mm时的切削路程为2560 m;再将切削速度提高到34 m/min时,在相同的后刀面磨损情况下,切削路程则是2340 m。可见,在相同的磨损情况下,从切削路程来看,氮化硅陶瓷刀具的耐用度为硬质合金的6~7倍。用氮化硅混合陶瓷F85车冷硬合金铸铁轧辊的刀具耐用度是YG3、YG6硬质合金的5~16倍。
上一页 1 2 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

