用单刃刀具加工塑料称塑料的单刃切削,主要有车、刨、刮、无齿锯加工等。单刃切削各种塑料工件所使用的刀具类型和用途见表1。刀具的刀杆部分的材料为普通结构钢,而切削部分可用碳素工具钢、合金工具钢、高速钢、硬质合金、陶瓷材料或金刚石等制造。
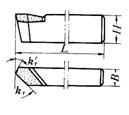
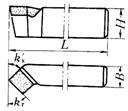
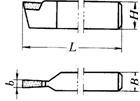
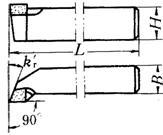
表1 车刀的基本类型及用途
| 名称
| 简图和用途
| 名称
| 简图和用途
|
| 直头外圆车刀
|
| 镗 刀
|
|
| 车外圆、倒角
| 镗孔,多用于镗盲孔;切轴肩、凸台等
| ||
| 弯头外圆车刀
|
| 切断刀
|
|
| 车外圆、车端面、倒角
| 断刀、切槽
| ||
| 900偏刀
|
| 精车刀
|
|
| 车外圆、车台阶,多用于细长轴
| 精车外圆
|

(一) 热塑性塑料的单刃加工
常用的热塑性塑料有聚酯树脂、酚醛树脂、氨基树脂和环氧树脂等,它们大多具有类似玻璃和陶瓷的高脆性,切削时常常形成挤裂切屑和单元切屑,在切削时极易产生裂纹和表面凹坑。因此,为避免裂纹和凹坑的出现,希望获得连续的切屑。连续的切屑表现为切屑长度较长、透明且表面无断口,它仅在小进给量、零前角或小的负前角以及中等以上的切削速度下获得。
1.切削工艺特点
与其它材料相比,热塑性塑料的切削特点如下:
(1) 切削力小 实验证明,在相同的切削条件下,切削45钢的主切削力Fz是切削热塑性塑料的14倍,切削热固性塑料的主切削力Fz是切削热塑性塑料的2倍。
(2) 导热系数小,切削区域温度低 由于切削力小,所以切削所消耗的功也少,产生的热量少。但由于塑料的导热系数仅是钢材的1/175~1/458,相应的,切削区域温度有所提高,但和钢材的切削比起来是很低的。
(3) 断屑难 在车削热塑性塑料时,通常形成带状切屑,它往往缠绕在工件和刀具上,有时会挤压成硬团,在车刀由刀架伸出量较小的情况下它将压向工件,影响加工精度,甚至使切削工作不能进行,因而必须及时排出。
(4) 弹性模量小 热塑性塑料的弹性模量仅是普通碳钢的1%,是热固性塑料的80%,切削时在切削力的作用下产生的弹性变形较大。
(5) 线膨胀系数大 热塑性塑料的线膨胀系数是热固性塑料和钢材的四倍。在高速切削时,必须考虑加工后的工件收缩量,尤其是用尺寸刀具切削时。
(6) 熔点低 热塑性塑料熔点低,切削时,切削区域内的温度达不到熔点时就开始变软,使被加工材料粘附于刀具的前刀面和后刀面上,影响正常切削;同时,由于材料的软化,造成材料的涂抹现象,影响表面的光滑程度并有时使已加工表面产生裂纹。
为了提高刀具的使用寿命和降低切削温度,最好是研磨刀具的前刀面和后刀面,或者在前、后刀面上涂耐热耐磨材料。经过研磨的前刀面和后刀面,不但减少了摩擦、降低了切削温度,而且可以使切屑顺利排出。
2.刀具前角的选择
切削各种塑料的合理前角(Front rake angle)应根据下述原则来选择:
(1) 首先要保证已加工表面质量 如果被切削的塑料熔点低时,则应采用较大的前角。否则由于前角小,切削区域内的温度高,被切削的材料容易软化,致使已加工表面产生抹糊现象而降低加工质量。
(2)不同的加工要求时合理前角不同 精加工时,要求刀具刃口锋利,振动小,为此应选择较大的前角。粗加工时,由于切除切屑的截面积较大,产生的切削力相对也大,应选择较小的前角,一般为0o~10o。
(3) 不同塑料品种的刀具前角应有区别 车削热塑性塑料时,尽管它们的品种不同,但前角变化不大。一般塑料的切削,如要形成不连续切屑,则选择较小的前角。
(4)成形车刀要选择较小的前角 用成形车刀车削成型塑料工件时,为了防止车刀刃形畸变,必须取较小的前角才能保证加工精度。
车削热塑性塑料的刀具前角取临界前角值。临界前角值一般为15o~20o。
3.后角α0的选择
后角(relief angle)α0的选择原则:
(1)首先考虑加工表面质量。后角越大,表面质量越好,在其他因素允许的情况下,应尽量选取较大的后角。
(2)被加工塑料线膨胀系数越大,选用的后角α0应越大,这样可以避免由于加工表面膨胀而与后刀面摩擦严重。
(3)粗加工时,为了提高刃口强度和散热面积应选用较小的后角,精加工则选用较大的后角。
4.切削用量的选择
选择合理的切削用量,要考虑被加工材料性质,加工性质(粗加工或精加工),工件的刚性,刀具材料的性质等。
上一页 1 2 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

