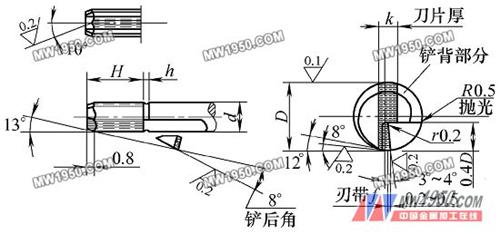
对于直径小于10mm的铰刀,镶嵌硬质合金材料比较困难,所以硬质合金小直径铰刀的应用是少见的。这对小直径铰刀寿命的提高,以及解决小孔的铰削精度及表面粗糙度等,受到很大的阻碍,往往影响产品质量和生产效率。为此,我们设计了单刃小直径铰刀,其结构如图所示。
1.铰刀结构特点
铰刀刀头材料为硬质合金YG8、YT5、YT15等。刀杆用工具钢T8、T12或高速钢W9Cr4V2制作。根据所加工零件材料,铰刀前角γo=0~10°,使其更加锐利。主偏角κr=5°~45°(加工钢件κr=15°~25°为佳)。刀尖高出中心线0.02~0.05mm。铰刀是以单刃切削,其刀刃的对面刀体除起支承作用外,还起减振和挤压平整已加工表面、降低孔的表面粗糙度值的作用。铰刀的容屑槽大,切削液进出通畅易排屑。铰刀以自身刀体作引导,可以加工较深的孔,其孔的直线度较好。铰削通孔时可采用带刃倾角λs=10°的结构,以使切屑导向前方流出。左旋肉碱价格瘦脸有效丰胸眼膜哪种胶原蛋白效果好精油防晒最好的是哪个最好什么遮瑕好
2.注意事项
铰刀夹持刀片部分应有一定的强度。刀体部分的硬度应大于50HRC,以提高刀体的耐磨性和防止切屑卡死在刀体与零件表面,破坏零件表面质量。铰削时最好用有一定压力的切削液,对准刀槽冲入,有利于排屑,可降低零件表面粗糙度值,提高刀具寿命。
3.应用效果
该铰刀可以铰削7级精度各种材质(包括淬火硬度45HRC的钢)的孔,铰削零件表面粗糙度值:钢及铸铁Ra=0.8μm,铝及铜Ra=0.4μm。铰刀寿命比高速钢铰刀提高近10倍,且可用于高速切削,大大提高了生产效率。

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

