当使用不同规格的刀具或刀具磨损后,可通过刀具长度补偿指令补偿刀具尺寸的变化,而不必重新调整刀具或重新对刀。下图表示不同刀具长度方向的偏移量。

图 不同刀具的长度偏置
1 编程格式
对于FANUC系统,刀具长度补偿指令为G43、G44、G49,G43为刀具长度正补偿;G44为刀具长度负补偿;G49为撤消刀具长度补偿指令。
1)刀具长度补偿的建立的编程格式:
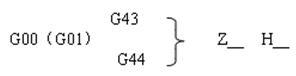
Z__值为编程值,H为长度补偿值的寄存器号码。偏置量与偏置号相对应,由CRT/MDI操作面板预先设在偏置存储器中。
左旋肉碱有用吗精油补水护肤品排行榜排名哪种防晒霜好精油什么牌子身体补水好眼线遮瑕哪个牌子的好使用G43、G44指令时,无论用绝对尺寸还是用增量尺寸编程,程序中指定的Z轴移动的终点坐标值,都要与H(或D)所指定寄存器中的偏移量进行运算,G43时相加,G44时相减,然后把运算结果作为终点坐标值进行加工。G43、G44均为模态代码。
执行G43时:
Z实际值= Z指令值+(H××)
执行G44时:
Z实际值= Z指令值-(H××)
式中:H××是指编号为××寄存器中的刀具长度补偿量。
2)刀具长度补偿取消的编程格式:
G00(G01)G49 Z_
或 G00(G01)G43/G44Z_H00
2 注意事项
① 刀具长度补偿的建立只有在移动指令下才能生效。
②有些数控系统,如FAGOR 8055M,采用G43激活刀具长度补偿(加/减运算取决于寄存器中的偏置量的正、负);G44取消刀具长度补偿。

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

