1 引言
在机械、电子和航天军事等领域,对零件的表面质量和加工精度的要求越来越高,使得零件的精密加工工艺显得尤为重要。在实际生产中,有许多形状复杂、精度要求极高的不锈钢等黑色金属材料零件。采用传统的磨削、研磨和抛光工艺,不但加工周期长、成本高、而且加工精度也难以保证、可重复性差,迫切需要采用精密切削技术加工,以保证其精度要求和加工效率。
金刚石因具有硬度高等优异特性,被认为是理想的精密切削用刀具材料。目前虽然有色金属的金刚石精密切削技术已趋成熟,但钢铁等黑色金属的金刚石精密切削一直是尚未解决的技术难题。主要原因是在常规条件下切削黑色金属时,金刚石刀具的磨损极快,其磨损率是切削有色金属(如铝、铜合金)时的数千倍。如果能有效地解决金刚石刀具磨损等关键问题,则可以在精密数控机床上使用金刚石刀具实现黑色金属零件的高效、高精度以车代磨加工。因此,研究金刚石刀具切削黑色金属时的磨损机理、探讨减小刀具磨损的技术途径,对扩大金刚石右精密切、削技术酌应用领域具有重要意义。
2 试验条件
切削试验是在一台双坐标金刚石超精密车床(Precitech Optimum2800,USA)上进行的。该机床采用空气静压轴承主轴和液体静压油导轨结构,主轴回转精度为0.05μm,进给系统分辨率为8.6 mm。自制的超声波振动切削刀具系统的振动频率为40kHz。工件材料为不锈钢2Crl3。切削试验用人造聚晶金刚石(PCD)刀具的前角为2,后角7,刀具材料的金刚石颗粒尺寸为l0μm。切削试验中的切削力由安装在刀架下的Kistler压电式三向测力仪测量。切削试样已加工表面粗糙度采用Wyko表面形貌检测仪检测,使用扫描电子显微镜对切屑和刀具磨损区微观形貌进行检测分析。
3 试验结果与分析
3.1 切削变形与切削力
为研究切削方式对切削变形与切削力的影响,进行了普通切削和超声波振动切削的对比试验。切削试验中的背吃刀量为20 m,进给量l0μm/rev。
图1和图2分别是在普通切削和超声波振动切削条件下切屑微观形貌的扫描电子显微镜照片。切屑均为连续带状,自由表面上有在切削区发生剪切变形后形成的层片结构。比较普通切削和振动切削可以发现,振动切削时的切屑厚度比普通切削时小,表明振动切削时工件材料的切削变形小,有利于减小切削力和降低切削温度。
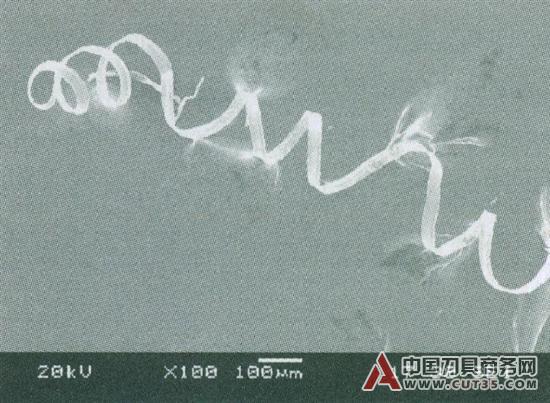
图1 普通切削时切屑形貌
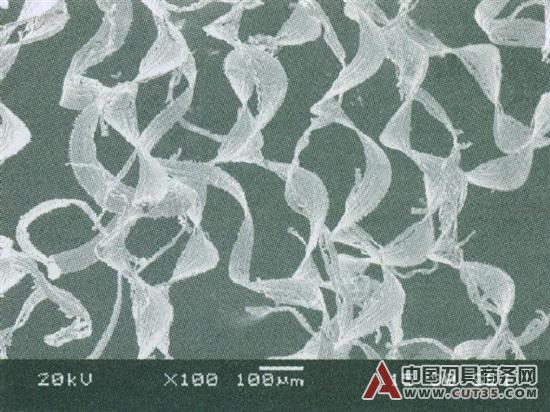
图2 超声振动切削时切屑形貌
切削力的大小反映切削变形的程度,直接影响刀具磨损和已加工表面质量。本文对普通切削和超声振动切削两种切削方式下加工不锈钢材料时的切削力分别进行了测量。图3是所测得的切削力随切削路程的变化规律。其中振动切削的总切削路程为730m;普通切削当切削路程达300m时,因刀具磨损已较严重、切削过程已不稳定,故切削力试验到此没有继续讲行。
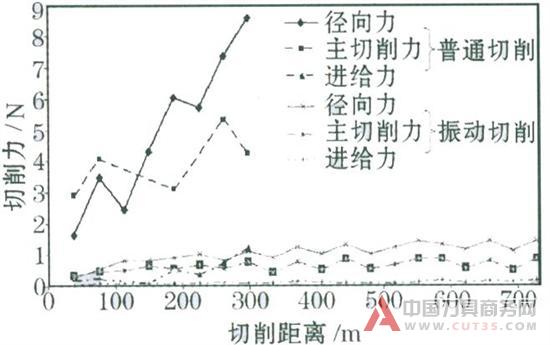
图3 普通切削与振动切削时切削力
随切削路程的变化
由图3可知,三向切削力中径向切削力最大。总体上讲,随着切削路程的增加,普通切削和超声振动切削的切削力均有上升的趋势,但超声振动切削力的增幅较小且比较稳定,而普通切削过程中,随着切削路程的增加切削力幅值增长很快。超声振动切削力的幅值远小于普通切削时的幅值。上述试验结果表明超声振动切削可有效减小切削变形与切削力。
3.2 刀具磨损
刀具磨损是衡量切削加工经济性的重要指标。刀具磨损率与被切削材料的性能密切相关。金刚石刀具切削黑色金属时的刀具磨损机理主要有机械磨损和热化学磨损。由于不锈钢的硬度远低于PCD刀具的硬度,难以产生普通刀具材料常出现的磨料磨损。化学磨损在金刚石刀具切削黑色金属时占主导地位。
图4、图5分别是在普通切削的条件下,当切削路程达300m时,PCD刀具的前、后刀面磨损形貌的SEM照片。切削试验的背吃刀量为20μm,进给量10μm/rev。
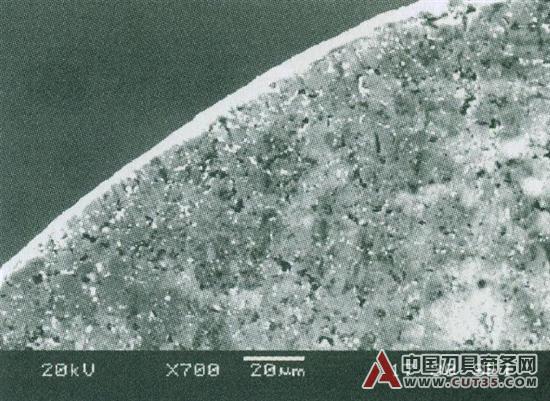
图4 普通切削时PCD刀具前刀面磨损形貌(切削路程300m)
淘宝网女装秋装新款补水祛斑产品哪个好祛斑怎么样消除黑眼圈非常好什么唇彩唇蜜口红好去黑头哪个牌子防晒好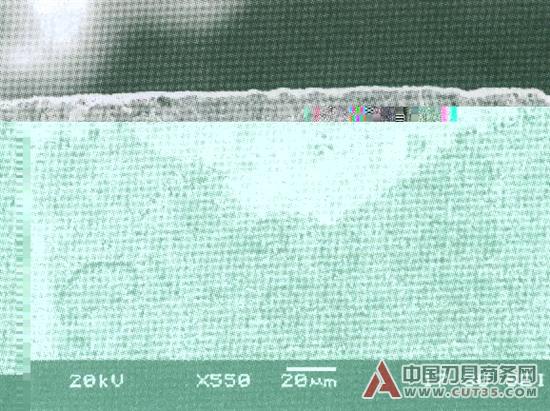
图5 普通切削时PCD刀具后刀面磨损形貌(切削路程300m)
在PCD刀具前刀面切削刃附近,切屑沿着刀具前刀面向外流出,与前刀面相互接触并产生强烈摩擦。切屑底面完全是新鲜的表面,化学活性很高。由于不锈钢的韧性大,在切削过程中,刀具前刀面与切屑之间存在很大的压力,切削液很难渗入到二者接触界面,从而使得切削刃及切削刃附近前刀面的切削温度很高,导致金刚石刀具发生石墨化、扩散等磨损。
从前、后刀面磨损形貌来看,磨损区表面均有一些微划痕。PCD刀具表面一般残留有刀具制造、刃磨过程中产生的微裂纹等缺陷。在切削过程中,前刀面一切屑、后刀面一已加工表面间存在的高温、高压将使微裂纹进一步扩展,导致刀具材料中的一些金刚石颗粒脱落或破碎,破碎、脱落的金刚石颗粒或粘附在切屑底层,或存在于后刀面与已加工表面之间,从而造成前刀面沿切屑流出方向、后刀面沿切削速度方向的微划痕。
图6是在相同的切削参数下振动切削不锈钢、当切削路程达300m时,PCD刀具的后刀面磨损形貌的SEM照片。
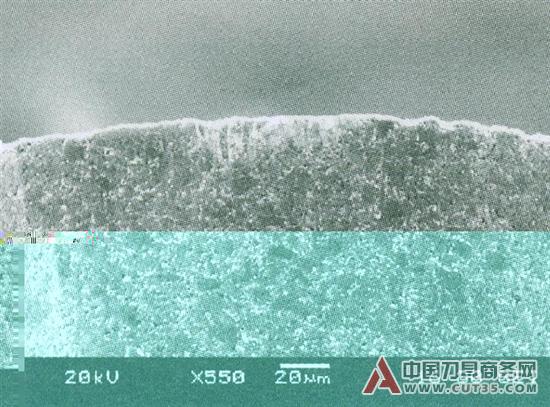
图6 超声波振动切削时PCD刀具后面
磨损形貌(切削路程300m)
比较图5、图6可知,超声振动切削有效地减小了金刚石刀具磨损。其原因主要有以下两个方面:一方面,由于超声振动切削中刀具与工件周期性的接触与分离,切削液能起到充分的润滑和冷却作用,有助于减小刀具与切屑及已加工表面之间的摩擦、进而减少磨擦产生的热量;同时振动切削时刀具与工件的脉冲作用时间很短,生成的切削热难以在极短的时间内完全传人到刀具和工件内部,且因是不连续切削、相对散热时间较长,所以超声振动切削的切削温度较普通切削时低。另一方面,工件材料和刀具材料之间的化学反应速率与刀具一工件的接触时间直接关联,超声振动使切削过程中的净切削时间减少,也有助于减缓金刚石刀具的磨损。
3.3 切削表面质量
精密切削加工时,刀具切削刃形精度的保持性及切削条件对已加工表面粗糙度有直接影响。本文在进行刀具磨损试验的同时,也按一定的切削路程间隔,测量了普通切削与超声波振动切削时的已加工表面粗糙度,测量结果如表1所示。
由测量结果可知,虽然无论是普通切削还是超声波振动切削,随着切削路程的增加,已加工表面粗糙度值都随之逐渐增加,但普通切削时表面粗糙度的增加幅度较振动切削时大。在相同的切削路程时,振动切削的加工表面粗糙度值小于普通切削。
表1 不同切削路程时已加工表面粗糙度测量值

4 结语
(1)与普通切削相比,超声振动切削可减小切削变形。超声振动切削的切削力,尤其是径向切削力,远小于普通切削的切削力。
(2)刀具磨损区微观形貌的观测结果表明,化学磨损是金刚石刀具切削黑色金属时的主要磨损机制。超声振动切削可降低切削温度及减少刀具与工件的接触时间,有益于提高刀具寿命。
参考文献
1 袁哲俊.精密与超精密加工技术.机械工业出版社,2007:3~10
2 罗松保.金刚石超精密切削刀具技术概述.航空精密制造技术,2007,43(1):1~4
3 C Evans.Cryogenic diamond turning of stainless steel.Annals of CIRP,1991,4(1):571~575
4 F Nabhani.Wear mechanism of ultra-hard cutting t001s materi. als.Journal of Material Processing Technology,2001,115:402~412
5 E J Brookes,P Greenwood.Friction and wear of svnthetic dia.mond.International Journal of Refractory metals&Hard Materi.als,,l999,17:69~77
6 N R Dhar,S Paul.Role of cryogenic cooling on cutting temper-ature in turning steel.Journal of Manufacturing Science and En.gineerin9,2002,124:146~153
第一作者:黄劭楠,副教授,佳木斯大学应用技术学院,154007黑龙江省佳木斯市

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

