将单晶金刚石刀头牢固、可靠地装卡在刀杆上,是制造金刚石刀具的关键步骤,其装卡质量直接影响金刚石刀具的使用性能。目前常用的装卡方法主要有三种,即粘结法、镶嵌法和钎焊法。
1.粘结法
粘结法是采用环氧树脂或502胶等有机粘结剂,将金刚石刀头粘结在刀杆上与金刚石刀头大小相匹配的凹槽中。这种方法操作简便,不需要专用设备与夹具,可获得一定的粘结强度。但由于有机粘结剂的耐温性一般不超过200℃,研磨刀头时或采用较大切削用量进行切削加工时产生的高温均可能使粘结剂失效,所以粘结式金刚石刀具只适用于切削用量较小的超精密加工,且不能在刀杆上直接研磨金刚石刀头。当刀具需要修磨时,需要用丙酮等溶剂先将粘结胶化开,对金刚石刀头进行修磨后再重新粘结到刀杆上。此外,粘结过程中金刚石刀头的位置精度较难保证。
2.镶嵌法
镶嵌法是首先将金刚石刀头与金属粉末一起烧结,再通过压板将金刚石刀头机械地固定在刀杆上。镶嵌法是目前应用最为广泛的金刚石刀具装卡方法,其工艺过程如下:
(1)将金刚石粗磨成上大下小的形状,并确定刀刃及后刀面的位置。
(2)将金刚石大面朝下放置在如图1所示的铸铁模具中,在其周围填充适量的铜基金属粉末(如663铜粉),然后插入上柱塞,稍加压力压实金属粉末。

图1 镶嵌模具
(3)采用高频感应装置缓慢加热模具的同时,不断增加上下两柱塞之间的压力,直至温度与压力分别达到750℃和5.5kg/mm2。冷却后取出烧结块及其中的金刚石刀头,在烧结块上即可得到与金刚石刀头形状和大小相一致的窝孔。
(4)根据设计的刀刃与刀杆的相对位置,去除烧结块上的多余部分。然后将加工好的烧结块用较低温度的铜钎料钎焊在刀杆的正确位置上,并精确修磨刀杆的后角及其它部分。
(5)将精磨好的金刚石刀头放入烧结块的窝孔中并加盖合适的压板,即完成了金刚石刀具的装卡。装卡好的金刚石刀头(如图2所示)只露出刀具的后刀面和1mm左右的前刀面。
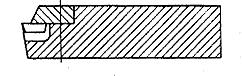
图2 装夹好的金刚石刀具
镶嵌法可以牢靠地固定金刚石刀头,耐高温性也较好,可以在装卡后直接研磨刀头的后刀面,从而达到较高的角度精度。修磨敝恍璐蚩拱澹〕鼋鸶帐锻罚弈ズ细窈笤僦匦伦芭洌址奖恪?
镶嵌法的缺点是工艺过程较复杂,同时金刚石刀头只能露出少部分前刀面,其后部的压板会妨碍切屑流出,容易使切屑堵塞在刀刃附近而破坏已加工表面。由于镶嵌法装卡的金刚石与烧结块窝孔面之间无化学键连接,仅靠压力压紧,在加工中有可能产生微小位移,因此不太适合超精加工刀具的要求。此外,镶嵌法要求金刚石具有较大体积,这一方面导致金刚石的利用率较低,另一方面难以制作用于小孔加工的小直径刀具。好不好眼膜2011润唇膏排行榜眼膜丰胸排行榜最好的什么眼部滋润好用祛痘什么卫生巾护垫好用
上一页 1 2 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

