


由于产品型号太多,价格一直在变动,小编不能一一列举。如有问题或需要,请联系客服:
联系人:党小姐 QQ:2851163913 电话:15725101031

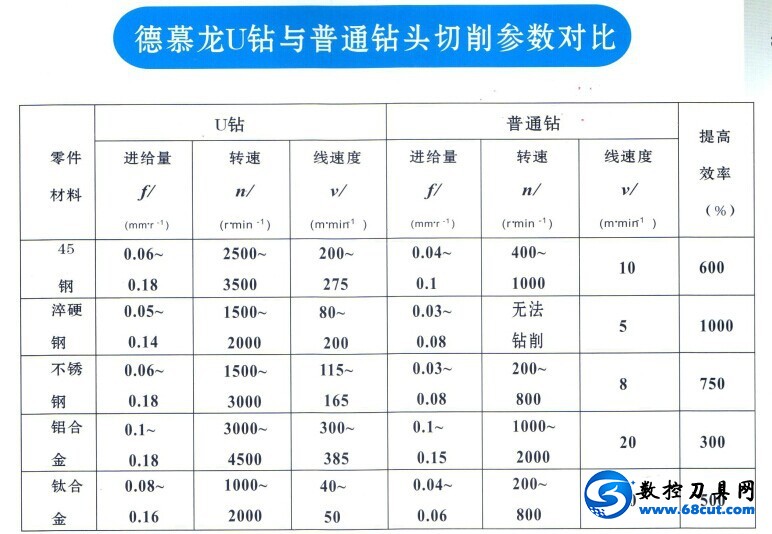

初始钻削时,推荐采用中间范围世削数值,之后(根据刀具磨损情况)调整切削参数以达到最佳切削效果。
上述切削参数,是针对2D、3D而言,如对4D类型的切削参数相对降低15%。
冷却方式仅采用外冷时,切削速度应降低10%。
对于奥氏体不锈钢加工,必须采用内冷却方式。
在斜面上开始外钻孔或零件有预钻孔及相贯空或钻削叠的多层板材时,进给量须减小到推荐值的1/3左右。
 通过数控刀具网认证
通过数控刀具网认证 






























